 Skip to content
Skip to content



What Is The Hardest Metal To Weld
Welding serves as the transformative fusion that binds diverse alloys into functional structures. However, not all metals yield to the welding process with equal ease. Exploring the realm of metallurgy unveils a spectrum of challenges, with certain metals posing formidable obstacles to even the most skilled welders.
Photo by @thekingofwelding (TikTok)
In this article, we delve into the question: What is the hardest metal to weld? From ordinary metals to exotic alloys of superalloys to the unforgiving nature of refractory metals, we navigate the complexities that welders confront in their pursuit of joining the unyielding substances that shape our modern world.
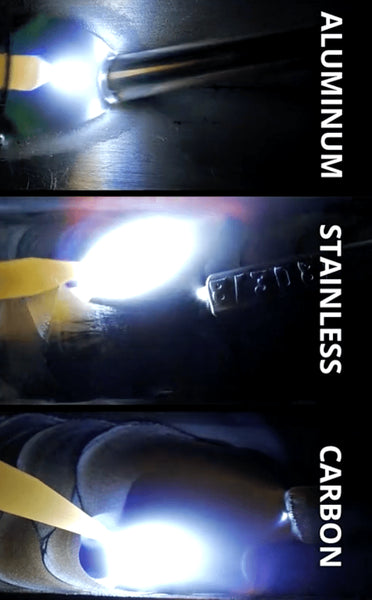
Photo by @grumpyweld (TikTok)
What Makes Metal Hard Or Easy To Weld?
Each material has its weldability, which refers to the ease with which a particular metal or alloy can be successfully welded. Assessing weldability is crucial for ensuring the quality and integrity of welded joints, as it varies significantly among different metals and alloys.
Various factors can affect the metal's weldability, including the material's chemical composition, physical properties, and the conditions under which welding occurs. Each of these can make metals easier or more challenging to weld, and here is how:
- Chemical Composition: The composition of the metal, including the alloying elements, significantly affects its weldability. Certain alloying elements like carbon can make metal hard to weld.
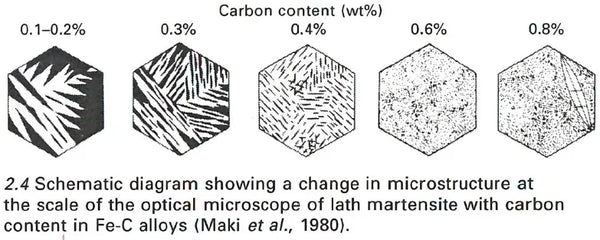
Source: https://knifesteelnerds.com/2018/04/10/what-makes-quenched-steel-so-hard/
- Melting Point: Metals with high melting points will require higher heat input during welding, potentially increasing the risk of distortion or thermal damage. Conversely, metals with low melting points may be more prone to overheating.
- Thermal Conductivity: The ability of a metal to conduct heat influences the heat distribution during welding. Metals with high thermal conductivity dissipate heat more efficiently, affecting the size and shape of the weld bead and weld joint.
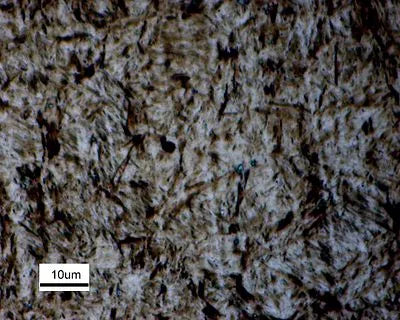
- Metallurgical Structure: The crystalline structure of a metal can impact its weldability. For example, martensite is a very hard form of steel crystalline structure, which can make metal wear and tear-resistant but less ductile and hard to weld.
- Impurities and Inclusions: Specific metals can be highly vulnerable to impurities or non-metallic inclusions. Contaminants can affect mechanical properties and increase the likelihood of defects in the welded joint, unlike clean weld.
- Hydrogen Embrittlement: Certain metals, particularly high-strength steels, can be susceptible to hydrogen embrittlement during welding. Hydrogen absorbed during the process can compromise the material's mechanical properties.
Source: https://www.imetllc.com/hydrogen-embrittlement-steel/
Issues Caused By Low Weldability Of The Metal
Lower weldability of the specific metal can result in weak welds prone to cracking or other defects that affect their structural integrity. As a result, you can see holes that eventually progress into cracks and leaks. Thermal conductivity and melting points can cause metals to warp and distort, or the heat-affected zone can dissipate heat without fusing the pieces correctly.
Metals like cast iron or high-carbon steel are exceptionally hard and suitable for industrial applications. However, as the metal's hardness increases, the weld joint's crack resistance is lower. Trying to match the tensile strength and yield strength can lead to severe cracking into the weld joint, so achieving high-quality welds can be a nightmare.

Hardest Metals To Weld
Welding is a metal joining process that can be used to fuse various metal types and alloys. However, some of them, such as mild steel, are easier to weld, while some, such as aluminum, cast iron, or titanium, can be a nightmare.
Many welders consider the following metals hardest to weld:
- Aluminum
- High-carbon steel
- Cast iron
- Titanium
- Copper
- Magnesium
So, in the central part of the article, we'll explain what makes these metals so challenging to weld and what you need to produce a successful weld.
Why Is Aluminum Hard To Weld
Aluminum is a non-corrosive, lightweight, and aesthetically pleasing metal commonly used in fabrication. However, aluminum is soft, highly sensitive, and is insulated by a tough oxidized layer. Higher thermal conductivity and low melting point, combined with other properties, make it versatile but also more challenging to weld.
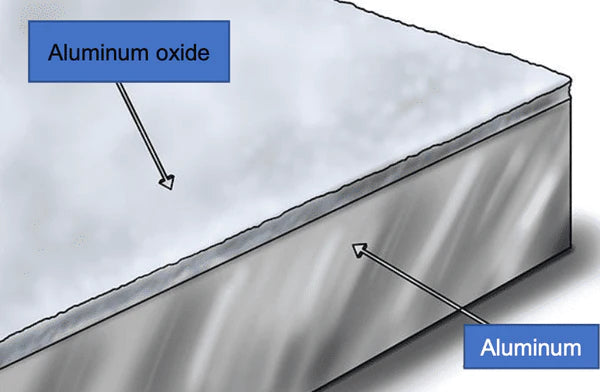
- Oxide layer: Aluminum resists corrosion due to the oxide layer that forms once the bare aluminum is exposed to air. The aluminum oxide layer repels corrosion, which makes it highly versatile in various applications. However, the oxide shows drawbacks when welding. Pure aluminum melts at 1,200°F (650°C), while the oxide melts at 3,700°F (2,037°C), which makes aluminum welding without removing a protective layer impossible.
Source: https://teandersen.com/uploads/vfa97WUO/Technicalupdate-MaintenanceWeldingofAluminium.pdf
- High thermal conductivity and low melting point: These two properties can make aluminum welding an absolute nightmare. You can quickly burn through the pieces if you fail to control the heat during the welding job. A smaller window of workability can make tracking and indicating weld progress and quality complex.
- Vulnerable to contamination: Aluminum is a sensitive metal highly vulnerable to impurities and contamination. Any dirt or contact with atmospheric gasses such as oxygen or hydrogen can contaminate the weld and make it prone to corrosion, porosity, or cracking. So, to weld aluminum, you must thoroughly clean and carefully store aluminum pieces.

- Porosity: Aluminum absorbs hydrogen quicker the more it heats up. Once the metal starts to cool down, the hydrogen escapes and creates small holes inside the weld, known as porosity. Porosity is not only an aesthetic issue. It can compromise the structural integrity of the weld, eventually leading to cracks and failure.

Aluminum Welding
Knowing where the challenges in aluminum welding come from will significantly increase your chances of welding it successfully. Firstly, knowing that aluminum is highly vulnerable to contaminants puts an extra focus on cleanliness and weld preparation and cleanliness. Before welding aluminum, thoroughly clean the pieces and remove the oxide layer. To do so, use a stainless steel brush that you'll use only for aluminum. Also, ensure you have high-purity shielding gas such as 100% Argon.
To ensure proper heat control, you should use TIG welding or MIG welding. TIG welding aluminum is done with AC TIG welders such as YesWelder TIG 200P AC/DC, and it can be more challenging compared to MIG. However, the TIG welding allows you to fine-tune the heat, providing features such as AC balance and pulsing, producing the best aluminum results and precise control.

TIG-200P-AC/DC AC Aluminum TIG Welder
Gas Metal Arc Welding (MIG) is a semi-automated welding process with fewer options but is easier to use. However, pulse and double-pulse MIG welders such as YesWelder YWM-211P will produce TIG-like welds. An aluminum filler material such as ER4043 or ER5356 will do the job in most applications.

YesWelder YWM-211P Double Pulse Aluminum MIG Welder
So, to avoid welding defects when welding aluminum, clean the pieces, provide good shielding gas coverage, and control the heat to provide proper fusion and avoid burning through. Even though it sounds complicated, you can get the job done efficiently with some practice.
ER4043/1LB-0.8 1LB Spool .030" Silicon Aluminum MIG Welding Wire
Why Are High-Carbon Steels Hard To Weld?
Carbon steel is an alloy composed primarily of iron and carbon. It's the most common type of steel and typically contains low amounts of other alloying elements, improving its mechanical properties. Welding steel is generally straightforward, but things can get complicated once the carbon content surpasses 0.30%. As the carbon content increases, the steel becomes harder, corrosion-resistant, and resistant to wear and tear.
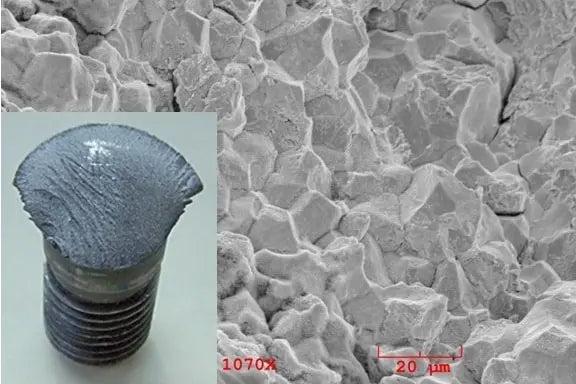
Structural changes in a heat-affected zone make high-carbon steels and other metals with high carbon content exceptionally hard to weld. Rapid cooling during the welding process can result in martensite formation. This microstructure is very hard but brittle, which makes the weld prone to cracking. Additionally, diffusable hydrogen can lower the stress required for cracks in the metal to initiate and propagate, resulting in embrittlement and, eventually, breaking.
Additionally, high carbon content can also cause warping during the cooling. As the metal cools, it can significantly deform. Weld discoloration can also emerge, and it is not only an aesthetic issue in carbon steel welding. It can also indicate other problems, such as a lack of fusion, porosity, etc.
Welding High-carbon Steels
Welding carbon steel in a room-temperature environment will cause rapid cooling, which leads to hardening and, eventually, cracking. Therefore, you will need to preheat the pieces prior to welding and postheat them after welding. Preheating the carbon steel before welding will promote slow cooling, remove moisture and hydrogen, and reduce the thermal stress into pieces. The preheat temperature will vary on the thickness and grade of the steel, and it is typically 300°F to 500°F.

Post-heating the pieces after the welding will prevent martensite formation, a very hard but brittle microstructure in the weld area. Post-heating carbon steel can be done by full, soft, or stress-relief annealing. The key is to heat the pieces to create an austenite microstructure, which is malleable and ductile, and then let the parts cool slowly to avoid residual stresses and cracking.
MIG welding is preferred for high-carbon steel, but you can also use Stick/Arc for thicker or TIG for thinner pieces. When selecting a filler material, ensure it has low amounts of diffusable hydrogen and undermatch its tensile strength to avoid creating a hard weld pool prone to cracking.

Why Is Cast Iron Hard To Weld?
Cast iron typically has a carbon content of 2% - 4%, roughly 10 times as much as most steels. The high carbon content causes the carbon to form flakes of graphite. Like tool steel, cast iron is one of the most difficult metals to weld due to its high carbon content, and the issues occur due to rapid cooling. Cast irons are hard, strong, and machinable but have poor ductility, making them incredibly difficult to weld.
A critical temperature in most cast iron is about 1450 degrees F. Over this temperature, most issues and cracks are developed. The heat generated by the arc will surpass the critical temperature, but keeping pieces heated above it can cause defects.

Welding Cast Iron
Most welding on cast iron involves repairs to castings, not joining two metals. Broken cast iron parts are not unusual, given the brittle nature of most cast iron, and the most common type is gray cast iron. Cast iron repairs are usually done by stick welding, and an experienced welder will use nickel rods (either 99% or 55%). Steel rods can be used for minor repairs, but welds can be less machinable.
There are two ways to weld cast iron, with or without preheating. When preheating, heat the pieces 500-1200 degrees F, but never over 1400 F. During the welding, limit the heat to minimize admixture and residual stresses, and use short, 1" welds. Without preheating, you can heat the base metal up to 100 F and weld shorter welds with limited current. If you use nickel rods, you can apply compressive stress by penning.

Why Is Titanium Hard To Weld?
Titanium is a unique material that is lightweight but can bear significant load. High strength-to-weight ratio and corrosion resistance made it a new wonder metal in the past. However, titanium shows specific properties that make it extremely hard to weld.
Firstly, Titanium is a highly reactive metal. Oxygen and nitrogen diffuse into titanium at temperatures above 750°F, causing severe embrittlement. Additionally, oxygen and nitrogen from the air can contaminate the weld and shielding gas, and hydrogen derived from moisture or surface contaminants can be a real problem.
Titanium also has an extremely high melting point and low thermal conductivity, which makes it hard to weld without damaging the pieces and using special equipment. High strength and low weight can cause warping or burning through without controlling the heat, which once again requires operator experience.
Learn to weld titanium.
Photo by @precisionweldingacademy(TikTok)
Welding Titanium
To successfully weld titanium, you must ensure maximum cleanliness and adequate heat transfer during welding. Due to reactivity, cleaning and degreasing both base metal and filler wire is crucial. Consumables should be stored in clean, dry conditions and not unprotected in the fabrication atmosphere.
Because of its affinity for embrittling elements, titanium is usually welded by TIG welding and MIG welding with inert gas shielding. Argon and argon/helium gas shielding must adequately cover the weld, but there is a catch. Above the critical temperature of 960 F, molten titanium will absorb oxygen and nitrogen, so you'll need a trailing shield to protect it from contamination before it cools down.

TIG welding titanium exhaust joints.
Photo by kullyco (TikTok)
Even though the weldability of titanium is decent, avoiding contamination is crucial. You can use dedicated titanium rods and techniques such as GTAW or GMAW.
Copper, Brass, And Bronze
Copper, brass, and bronze are different materials, but fundamentally, they are made of copper and alloying metals such as zinc or tin. Copper is difficult to weld due to its high thermal conductivity, which can cause it to cool quickly during welding, forming a brittle weld joint or dissipating the heat, causing a lack of fusion. Additionally, copper’s high thermal conductivity is also conducive to heat deformity and damage, making it very easy to warp or distort parts.
Once you add alloying elements such as zinc or tin, you get brass and bronze, which can have various grades, different types, and compositions. Even though you can successfully weld or braze all copper-based metals, due to high heat requirements, you can easily warp, distort, or burn pieces as a beginner.

TIG welding copper drinking mug.
Source: https://www.youtube.com/watch?v=2bsyDYscR8I
Magnesium
Magnesium is not one of the metals you'll encounter in your everyday hobby of welding, but it is worth mentioning why magnesium is a risky and difficult metal. Magnesium has a low melting point and good thermal conductivity, which can make controlling the welding process challenging.
Like aluminum, magnesium is highly reactive to contamination and can easily ignite when exposed to oxygen or moisture. It burns at a temperature of 4,000º F, and the fire can only be extinguished by starving it of oxygen or using a Class D fire extinguisher, so magnesium welding is best left to professionals.
Weld Magnesium
Photo by @tfchief (TikTok)
Final Thoughts
The same alloys, characteristics, and properties that make specific metals such as aluminum, titanium, or cast iron favorable in various applications simultaneously make them more challenging to weld. So, if you apply a bit more heat to avoid preheating or cleaning the pieces, you can encounter holes, cracks, weld failure, or other defects.
Therefore, understanding the properties and fundamentals of each metal is crucial in achieving the strongest welds. By knowing the potential issues, you can dedicate your entire welding procedure to preventing them, which is vital for success. The purpose of our article was to equip you with the right tools and knowledge to help you tackle even the hardest metals to weld.
🧐What Is The Hardest Metal To Weld- FAQ
1. What are the hardest metals to weld?
Welding is a metal joining process that can be used to fuse various metal types and alloys. However, some of them, such as mild steel, are easier to weld, while some, such as aluminum, cast iron, or titanium, can be a nightmare.
Many welders consider the following metals hardest to weld:
- Aluminum
- High-carbon steel
- Cast iron
- Titanium
- Copper
- Magnesium
2. How to weld aluminum?
Knowing where the challenges in aluminum welding come from will significantly increase your chances of welding it successfully. Firstly, knowing that aluminum is highly vulnerable to contaminants puts an extra focus on cleanliness and weld preparation and cleanliness. Before welding aluminum, thoroughly clean the pieces and remove the oxide layer. To do so, use a stainless steel brush that you'll use only for aluminum. Also, ensure you have high-purity shielding gas such as 100% Argon.
3. How to weld titanium?
To successfully weld titanium, you must ensure maximum cleanliness and adequate heat transfer during welding. Due to reactivity, cleaning and degreasing both base metal and filler wire is crucial. Consumables should be stored in clean, dry conditions and not unprotected in the fabrication atmosphere.
Because of its affinity for embrittling elements, titanium is usually welded by TIG welding and MIG welding with inert gas shielding. Argon and argon/helium gas shielding must adequately cover the weld, but there is a catch. Above the critical temperature of 960 F, molten titanium will absorb oxygen and nitrogen, so you'll need a trailing shield to protect it from contamination before it cools down. Even though the weldability of titanium is decent, avoiding contamination is crucial. You can use dedicated titanium rods and techniques such as GTAW or GMAW.
👏 You may be interested in the following:


Leave a comment