 Skip to content
Skip to content



How To Weld Aluminum - MIG, TIG, And Stick Welding Explained
Arc welding processes work well for welding aluminum, but some are better than others. The TIG welding process offers the best aluminum joining method, while the MIG welding process has a speed advantage.
Welding aluminum can quickly take a turn for the worse. All it takes is one mistake, and there are many parts of the welding process that beginners can easily mess up.
Learn how to weld aluminum with MIG, TIG, and stick arc welding processes, which is the best, and how to choose the suitable welding process to weld aluminum. This article will also teach you why joining aluminum is so difficult and how to effectively clean it before welding (extremely important!).
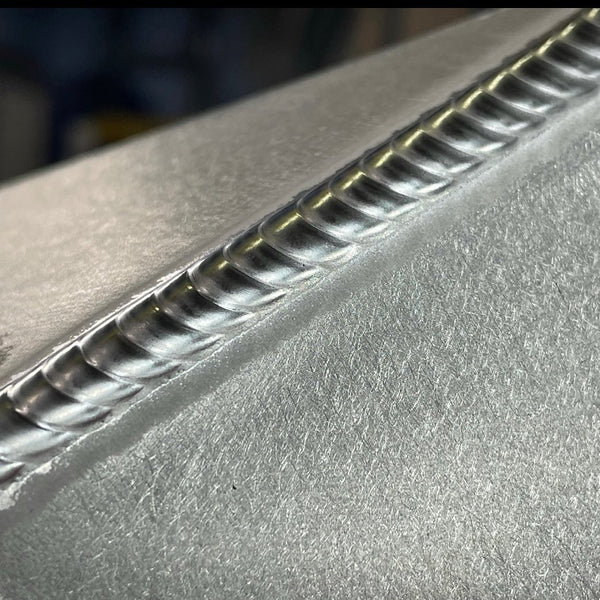
Photo by @pacificarctigwelding
Challenges of Welding Aluminum
Welding aluminum is tricky because it quickly forms a thin layer of aluminum oxide when exposed to air. This oxide layer gives aluminum its silver-gray look and makes it resistant to water, oxygen, and certain chemicals. You have to literally break through this layer so that the arc can join the two welded aluminum parts together.
The aluminum oxide melts at 3,700°F (2,037°C), while pure aluminum underneath melts at 1,200°F (650°C). Since there is a difference of 2,500°F (1,370°C), if you applied the required temperature to melt the aluminum oxide, you would burn away the underlying aluminum in a flash. Therefore, it's necessary to remove the oxide layer before welding. But we'll get to precleaning later in the article.
If you don't successfully remove the aluminum oxide, you'll get aluminum oxides embedded in the welded joint. As a result, there will be a lack of fusion, which will degrade the joint quality and the weld's strength.
Another challenge of welding aluminum is its high thermal conductivity. Aluminum conducts heat five times faster than steel! This means that the base aluminum surrounding the heat affected zone (HAZ) will rapidly pull heat away from the weld puddle. As a result, the puddle will solidify faster, and you may not achieve the necessary penetration. This is why welding aluminum requires higher welding temperatures (amps) than steel.
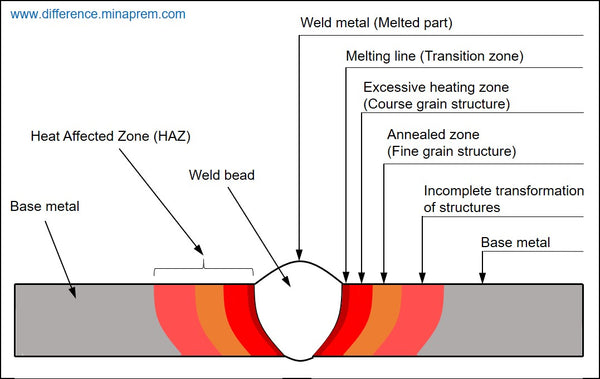
Source: http://www.difference.minaprem.com/joining/difference-between-weld-metal-and-heat-affected-zone-haz/
However, when you combine the issue of a low melting point of pure aluminum underneath the oxide layer with the need to input high heat, you get a small workability window. Since you must use high amperage, it's easy to burn through when welding thin aluminum sheets.
Source: https://www.youtube.com/watch?v=GIvz6co7tso
Precleaning Aluminum For Welding
Regardless of the welding method, aluminum must be thoroughly cleaned before welding. Aluminum is very sensitive to contamination and prone to porosity.
You must remove all oils, paints, grease, and other hydrocarbons from the aluminum surface before welding. In addition, any moisture must be kept to a minimum because hydrogen is very soluble in molten aluminum. The weld pool can absorb hydrogen while welding and its bubbles can become trapped and cause a porous structure, which is doomed to fail.

Close-up of a porous weld in aluminum
Source: https://ebindustries.com/overcoming-porosity-welding-aircraft-grade-aluminum/
Acetone or aluminum cleaners can remove hydrocarbons from the material surface. Don't use shop tools to blow off welding joints because doing so can introduce oil and moisture. Don't use shop rags either; they can transfer oil and dirt. Use a clean cloth or paper towels to clean and dry the welding joint.
Once the aluminum's surface is cleaned, you can proceed to mechanically remove the aluminum oxide layer using a stainless steel brush or special grinding wheels designed for aluminum use. Never attempt to remove the oxide layer before cleaning oils, paints, dirt, and moisture. The brush can embed these elements into the surface, and this will cause porosity.
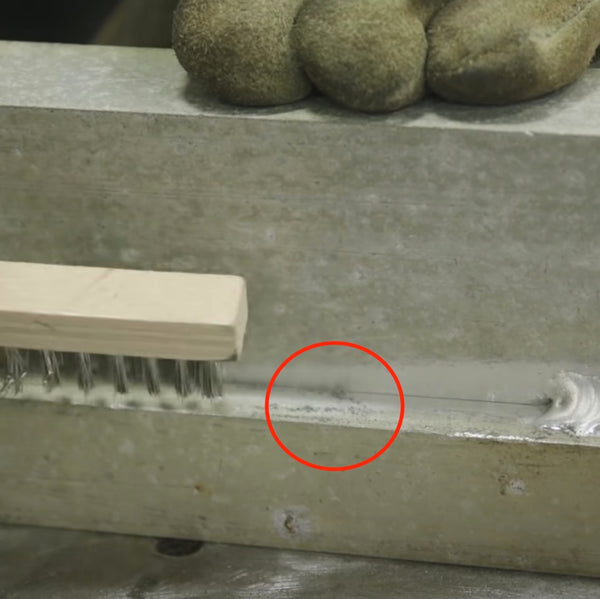
Remove the aluminum oxide layer
Source: https://www.youtube.com/watch?v=k-YF0AaGvmk&t=67s
Use a stainless steel brush dedicated for aluminum-only work because using a brush you've used on steel can contaminate the aluminum. Don't use a wire brush wheel because aluminum is soft — the wheel will just make the oxide go deeper into the metal because of the high-speed rotation. If you use a handheld stainless wire brush, only scrub in one direction. Scrubbing back and forth can also make the oxide go deeper into the aluminum, and we don't want that to happen.
TIG Welding Aluminum
The TIG welding process is one of the most challenging manual arc welding methods. But, TIG welding produces superior results. The welds look fantastic and achieve excellent fusion — if welded by an experienced welder.
Photo by @welderfunworld
TIG or Tungsten Inert Gas welding process uses a non-consumable tungsten electrode to transfer the electrical arc into the welded joint. The filler metal is manually fed into the weld puddle with one hand, while the welder controls the TIG welding torch with the other hand. As the process name implies, TIG welding requires an inert shielding gas like argon or helium. To weld aluminum, you'll mainly use pure argon, but adding helium to argon can help you weld thicker aluminum because helium improves arc heat.
This welding process allows precision welding where aesthetic features are essential. But we don't TIG weld aluminum for beauty only. TIG welding has a major advantage for joining aluminum — AC TIG can break down aluminum oxide as you weld.
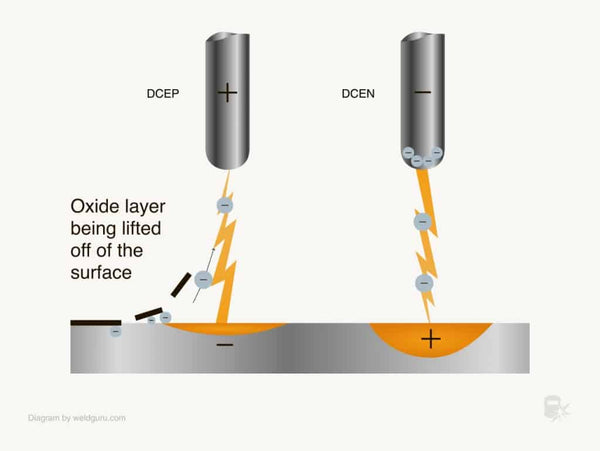
You can only use alternating current to TIG weld aluminum. This is because AC TIG switches between DCEN (direct current electrode negative) and DCEP (direct current electrode positive) many times in a second. The DCEN focuses heat on the base aluminum and provides penetration, but only after DCEP breaks the aluminum oxides. This process happens many times per second. You can't see it with the naked eye, but it's thanks to DCEP that TIG welding aluminum is possible.
Source: https://weldguru.com/what-is-tig-welding-used-for/
Tungsten Electrode
There are many different types of tungsten electrodes, but to weld aluminum, it's best to use pure tungsten or zirconated tungsten. In addition, the tungsten tip shape matters too; please check out the linked article to learn more about tungsten preparation.
Filler Metal
Filler metal selection depends greatly on what you wish to achieve and the aluminum alloy you weld. But the two most common filler metals are:
- 4043 aluminum filler rods provide a fluid weld pool. This aluminum type is alloyed with 5% silicon. As a result, your welds are less likely to crack, and the weld pool will have a better wetting action.
- 5356 aluminum filler rods create stronger welds with better ductility. They are alloyed with magnesium, but you may experience black soot around the weld, which increases the post-cleaning effort.

Source: https://www.youtube.com/watch?v=oEnwWCSPbn0
TIG Welder Settings
You must set your TIG welder's AC balance properly before welding. AC balance lets you choose how much DCEP (cleaning) versus DCEN (penetration) you wish your welder to perform. If the aluminum is thick, clean it thoroughly. That way, you can concentrate more power on penetration and less on oxide cleaning. Experiment first on a scrap piece to find a sweet spot for the aluminum you are welding.
Some quality TIG welders like the YesWelder TIG-250P AC/DC or the YesWelder CT-2050 support pulsed TIG welding, which helps achieve the highest quality welds on aluminum and stainless steel. Pulsed TIG welding mode allows you to set up the high and low amperage output and have it alternate a number of times per second. This lets you bombard the weld with high peak currents but also to quickly reduce the amperage to prevent burn-through and chill the weld puddle. The pulse can be set to as little as 1 pulse per second or as much as 100 PPS or more. Pulsed TIG welding is challenging and requires practice to master, but you can make far more aesthetically pleasing welds using a pulse TIG machine.

250Amp AC/DC TIG Aluminum Welder With Pulse
Finally, using a TIG foot pedal is essential if you wish to achieve good results when welding aluminum. A foot pedal allows you to modify amperage output in real-time by backing off or pushing harder on the pedal. This is really important for aluminum. As we discussed earlier, the temperature workability window is narrow, and you need to control the heat input not to burn through it but also to achieve sufficient penetration.

YesWelder FIRSTESS CT2050 Powerful 7-in-1 Welder & Cutter
MIG Welding Aluminum
MIG welding aluminum is much easier than TIG welding this material. You don't need to be as skilled, there is less room for error, and MIG welding is far faster than TIG welding. However, MIG welds won't look as good as TIG welds. Still, with some practice, you can achieve satisfactory results, especially if you use pulsed MIG welding.

Photo by @petros_zv
The MIG welding process uses a wire feeder that automatically pushes the filler metal wire into the weld pool through the MIG welding gun. The filler wire also acts as an electrode, so unlike the TIG welding process, the electrode is consumable. You'll need to use a pure argon shielding gas to MIG weld aluminum, just like when TIG welding. But adding some helium to the mix is possible if you are welding thick aluminum parts. However, you absolutely cannot use any carbon-dioxide blends like your typical 75% argon and 25% CO2 for welding carbon steel.
Unlike a steel MIG wire, the aluminum wire for MIG welding is too soft, so you can experience feedability issues if you use a standard MIG setup for welding steel. It's necessary to either use a spool gun to MIG weld aluminum or to set your MIG welder's wire feeding system for use with an aluminum wire.

YesWelder® 150AMP Spool Gun | Aluminum Welding Gun Torch
Spray Transfer For Aluminum
It's necessary to use a spray transfer to MIG weld aluminum. Essentially, this means that you need to get the arc to "spray" tiny aluminum filler metal droplets across the arc and into the joint. Unlike the short-circuit transfer used for MIG welding steel, spray transfer keeps the arc ignited at all times and significantly increases the metal deposition rate. To enter the spray transfer mode, you must set your MIG welder's voltage and wire feeding speed to high settings according to the machine's manual.
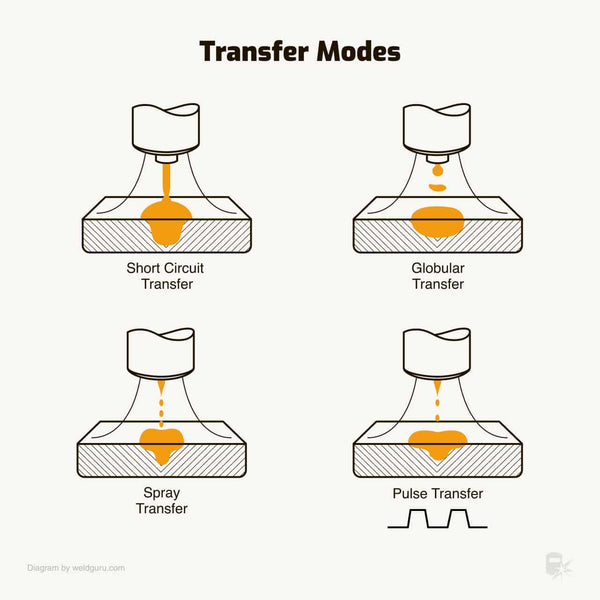
Source: https://weldguru.com/welding-transfer-modes/
Double Pulsed MIG Welding For Aluminum
Double pulsed MIG welding works wonders for aluminum and can even produce TIG-like welds in appearance. Only a handful of DIY-grade MIG welders on the market support this feature. This is an industrial-grade feature typically available on high-end, expensive welders. But, we designed the YesWelder YWM-211P to give this power to the masses. To learn details about pulsed and double pulsed MIG welding, check out the complete guide here.

YesWelder YWM-211P Double Pulse Aluminum MIG Welder
In a nutshell, double pulsed MIG welding works by alternating the amperage output between the low and high values. But, each of the two values also alternates between their own low and high amps. So, it works like a pulse within a pulse. As a result, welding aluminum becomes easier because you get more control over the weld puddle, and you won't quickly burn through the thin sheets. In addition, as the current alternates between the high and low values, the weld puddle gets hot and then chills in a ripple-like formation that's similar to the "stack-of-dimes" appearance you can achieve when TIG welding aluminum.
MIG Aluminum Wire Selection
The most commonly used MIG aluminum welding wires are ER4043 and ER5356, but the ER4043 is more of a general-purpose wire for most tasks. However, the ER5356 is more suitable for welding 5xxx aluminum alloys.

YesWelder® .030" 1-Pound Spool | Magnesium Aluminum ER5356 Welding Wire
To choose the suitable aluminum welding wire, consider the base alloy and the conditions the finished part will be exposed. For example, ER4043 is best for high ductility and crack resistance, while ER5356 is best for higher tensile strength, but has lower resistance to cracking.
YesWelder® Silicon Aluminum Welding Wire ER4043, .030" 1-Pound Spool
Stick Welding Aluminum
Stick welding aluminum can be done, but it's messy. You are unlikely to get results that resemble MIG or TIG welding. In fact, inexperienced welders are likely to make sloppy welds. Stick welding aluminum requires a trained hand and very high welding speed, making it even more difficult.
You need to use special stick electrodes designed for aluminum. These rods have an extreme affinity for moisture, so if left out in the open, they are highly likely to become overly damp and useless. In addition, aluminum stick electrodes are quite expensive and usually sold in large packages.
But, if you need to repair an aluminum machinery part or a piece of structure that's outside, you'll likely need to stick weld it. If the winds are strong, they'll blow away the shielding gasses when MIG or TIG welding. Therefore, stick welding is the only relatively inexpensive alternative for aluminum welding outside.

Fixed the cast aluminum bench.
Photo by @emattson90
You'll need to use a DC stick welder, not AC. Use the standard DCEP polarity, just like when stick welding steel or stainless. Expect a lot of spatter, gummy-like weld puddle, and a very different stick welding experience than working with steel.
Stick welding aluminum is not really an option for thin stock. Since electrodes run hot, you'll likely burn through the thin gauge quickly. So, we recommend stick welding aluminum that's above 1/8-inch thick.
Preheating the aluminum could help stick welding aluminum. It may improve puddle fluidity and help you deal with excessive heat dissipation. But avoid preheating aluminum above 250 degrees Fahrenheit because it can negatively affect aluminum's mechanical properties.

Source: https://www.youtube.com/watch?v=_g-IWPYNIeI
You'll likely have a cold start when stick welding aluminum, which is not ideal. In addition, it's more challenging to fill in the crater at the end of the weld when stick welding aluminum as opposed to MIG or TIG welding. And filling the crater at the end of the weld is crucial for welding aluminum regardless of the welding method. This crater can quickly induce cracking throughout the entire weld, especially if the weld is subjected to vibrations, like when welding trailers.

A classic crater. Source: https://www.youtube.com/watch?v=_g-IWPYNIeI
Conclusion
Welding aluminum is challenging, even for experienced welders. The best way to approach this material is by MIG welding it, especially if you are a beginner welder. TIG welding aluminum will produce better results, but you must have more time under the hood.
You can also try double pulsed MIG welding to achieve similar results to TIG welding aluminum, but only a handful of MIG welding machines support this process. However, MIG has the advantage of speed and a reduced learning curve, so it's worth considering. If you wish to see a head-to-head comparison of MIG and TIG welding machines for welding aluminum, check out our article here.
Stick welding aluminum should be your last resort. It's messy, gummy, hard to control, and pretty much a universally disliked method to weld aluminum.
4 comments


Awesome! Thank you for sharing your thoughts and experience in welding. :) We love hearing from you!
Welding aluminum can be a challenging task, but with the right knowledge and techniques, it becomes much easier. This informative article beautifully explains the different welding processes for aluminum, namely MIG, TIG, and stick welding. It highlights that TIG welding is the preferred method for joining aluminum due to its precision, while MIG welding offers a faster approach. The article emphasizes the importance of avoiding common mistakes and thoroughly cleaning the aluminum before welding, as these factors significantly impact the quality of the weld. In addition, it would be great to explore [aluminium fabrication in Auckland](https://www.gsme.co.nz/) . Aluminium fabrication plays a vital role in various industries, and Auckland is known for its expertise in this field.
Thank you, Kevin! We’re glad that you found it useful and helpful. :)
GREAT article on the physical part of Welding Aluminum. I'll suggest this article on How to Chemically clean the Aluminum before Mechanically cleaning. This would make a super 1-2 punch if paired with your Welding Aluminum Feature!
<https://weldingmastermind.com/how-to-clean-aluminum-before-welding-two-steps/#:~:text=To%20clean%20aluminum%20prior%20to%20a%20weld%2C%20collect,but%20acetone%20and%20lacquer%20thinner%20are%20popular%20choices.>
Leave a comment