 Skip to content
Skip to content



How To Shape Tungsten Electrode For TIG Welding And Why?
Using a proper tungsten tip shape and a correct tungsten grinding method are necessary to achieve high-quality TIG welds. An incorrect tungsten electrode tip can lead to poor penetration, burning through, and arc wonder.
This article will teach you which tip shape is suitable for your application and how to actually shape the tungsten electrode.

Photo by @l0rdwelder
Tungsten Tip Shapes - Which To Use?
The tungsten electrode tip shape you need to use depends on the welded materials, joint thickness, and the bead profile you wish to make.
You can weld all metals with a pointed or truncated tungsten electrode using AC and DC TIG welding current. But, welding aluminum may sometimes require a balled, hemispherical tungsten tip. However, pointed tungsten with a small ball at the end works well too. We'll get to how to ball up or grind the tungsten in a second, but let's first discuss the different tip shapes and how they impact the weld.

Source: https://workshopinsider.com/tungsten-electrode-sharpening/
Sharply ground tungsten tips, between 15 and 30-degree angles, provide lower penetration and wider bead profile. Additionally, the arc is more stable, but the chances of tungsten erosion and weld contamination are higher.
Larger than 60-degree angles provide higher penetration but a more narrow bead profile. These electrode tips are less likely to erode in the weld pool, but the arc is prone to wandering, which reduces arc control.
A 30 to 60-degree tip angle provides the best of both worlds for most jobs. You get adequate penetration and excellent arc stability. But the exact angle depends on your preferences and welding technique. So you should try a few angles to find the the tip shape that suits you the best.
However, you can benefit from very low tungsten grind angles when welding outside corner joints or thin stock. A sharp, 15-degree angle will widen the arc coverage and reduce penetration, which is often desirable when welding outside corner joints or performing lap welds.

Image showing tungsten tip angles and resulting arc width and penetration.
Source: https://www.aedmotorsport.com/news/tig-welding-defects
After sharpening the tungsten to desired grind angle, it's often a good idea to flatten the tip slightly. This will prevent tungsten erosion and tiny tungsten particles from contaminating the weld joint. But don't overdo with the flattening. The width of the flat tip should only be about 10% of the tungsten electrode width.
|
15-degree angle |
30 to 60-degree angle |
Above 60-degree angle |
|
Low penetration |
Moderate penetration |
High penetration |
|
Wide bead profile |
Moderate bead width |
Narrow bead width |
|
Higher chance of tungsten erosion |
Lower chance of tungsten erosion |
Low chance of tungsten erosion |
|
Stable arc |
Stable arc |
Arc tends to wander |
|
Best used for thin sheet metal welding at low amperages and outside corner joints |
Used for most welding jobs |
Rarely ever used |
AC TIG Welding Of Aluminum - Tungsten Shape
We mentioned earlier that you may need to ball up your tungsten electrode's tip when welding aluminum. This is a well-accepted practice used for decades when AC TIG welding aluminum. But, you don't have to completely ball up your tungsten electrode as was necessary in the past.
If your AC TIG welding machine has the ability to set the AC balance between DCEN (penetration) and DCEP (cleaning action), you can reduce the DCEP, and you won't need to ball up the tungsten electrode. The positive current (DCEP) is what concentrates too much heat on the tungsten electrode and causes it to ball up or even melt away.
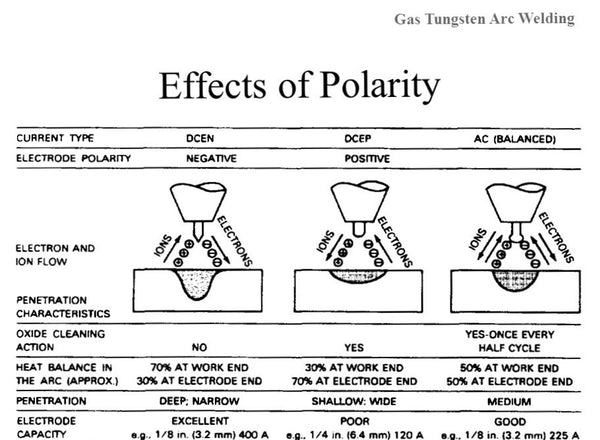
Source from: https://slideplayer.com/slide/4475590/
But, if you use a pointed tungsten electrode with adequate thickness for the amperage you are using and reduce the DCEP to 30% or below, your tungsten tip will only slightly ball up. As a result, you can weld with more precision.
However, you should also try a fully balled-up tungsten tip to know which one you'll like the best. So, to ball up your tungsten electrode, you need to set the AC balance as high as possible to the DCEP side. So, adjust the DCEP to a maximum and DCEN to a minimum. This will focus most of the energy on the tungsten electrode tip. Afterward, proceed to initiate an arc on a scrap piece of metal with high amperage to melt the tungsten tip into a ball shape.

Aluminum tig welding on alternating current with the a/c balance set to max cleaning.
Source from: https://www.weldingtipsandtricks.com/tig-welding-aluminum.html
Check the electrode specification if the manufacturer suggests the ball-up amperage. If not, try different amperage settings until you find the sweet spot. Keep in mind that an overly strong current can melt thin tungsten rods with a high DCEP balance setting.
An alternative is to use a DC TIG welding output with the TIG torch attached to the positive polarity and the ground clamp attached to the negative polarity. Essentially, this achieves the same result. The electrode is positive (DCEP), and since tungsten cannot withstand the concentrated current on its tip, it melts and turns to a ball shape.

Aluminum tig welding on DCEN or Direct current electrode negative.
Source from: https://www.weldingtipsandtricks.com/tig-welding-aluminum.html
The size of the hemisphere ball at the tungsten's tip should not exceed 1-½ times the electrode's diameter. If it does, the ball may fall off when heated.
Keep in mind that pure tungsten or zirconated tungsten electrodes are used when AC TIG welding aluminum. They ball up the best and have good arc characteristics.
Tungsten Electrode Shaping Methods
To shape the tungsten tip to a sharp angle, you can grind it or dip the tungsten in the chemical solution. But pretty much everyone grinds their tungsten electrodes because it's more reliable, and you have better control over the result.
We recommend using our YesWelder Tungsten Electrode Sharpener that allows easy and precise tip shaping. It lets you shape the angle from 10 to 30 degrees, which most people need. While we pointed out that a 60-degree angle is usable, it's rarely required.

The YesWelder tungsten sharpener works with 1/16", 3/32", and 1/8" (1.6mm, 2.4mm, and 3.2mm) tungsten diameters and allows you to flatten the tip as we previously discussed. Additionally, it has a built-in cut-off option to cut and remove the contaminated parts of the tungsten electrode. As a result, you'll get clean cuts instead of splintered tungsten when breaking the tungsten manually.
Another option is to use a grinding wheel to grind the tungsten. This is a less reliable solution, but if you are experienced, it works well.

Source from: https://www.iforgeiron.com/topic/67255-experimental-jig-for-sharpening-tungsten-electrodes/
Grinding the tungsten electrode requires placing the tungsten's axis perpendicular to the axis of the grinding wheel. You should never grind the tungsten circumferentially. Tungsten electrodes must be ground in a linear direction. Otherwise, the arc will wander, and the chances of tungsten inclusions increase.
Image showing correct and incorrect tungsten grinding direction relative to the grinding wheel.

Image source: https://weldknowledge.com/2015/08/14/effect-of-tip-angle-of-tungsten-electrode-and-proper-grinding-techniques-gtaw/
Grinding thoriated tungsten electrodes requires additional safety measures. Thoria is a radioactive compound, and it's present in the red, thoriated tungsten. So apart from standard safety measures when grinding, using a mask respirator and having a local dust extraction when grinding thoriated tungsten rods is recommended.

Other tungsten electrodes don't contain radioactive compounds like thorium oxide, so their grinding dust is safer.
Trust YesWelder For Your Tungsten Electrodes
Most welding jobs require a truncated, 30-degree angle. But some people like to go a bit higher than 30 degrees. You should try a few tungsten tip configurations to see which works best for you. But, when welding thin metals, go with a pointy sharp, 15-degree grind angle.
If you need tungsten electrodes, YesWelder has you covered. We sell all types of tungsten electrodes, from pure tungsten to lanthanated, ceriated, and thoriated.

Image by @pacificarctigwelding
🧐 How To Shape Tungsten Electrode For TIG Welding FAQ
1. What is the best tungsten tip angle for TIG welding?
A 30- to 60-degree included angle works well for most TIG welding jobs because it provides a good balance of arc stability, penetration, and bead width. A sharper 15-degree tip can be useful for thin metal and outside corner joints.
2. Should you grind tungsten lengthwise or sideways?
Always grind tungsten lengthwise so the grinding marks run in the same direction as the electrode. Grinding sideways or around the electrode can cause the arc to wander and increase the risk of tungsten entering the weld.
3. Should you flatten the tip of a sharpened tungsten electrode?
Yes. A small flat on the end of a sharpened tungsten can reduce tip erosion and weld contamination. The flat should be approximately 10% of the electrode diameter so the arc remains focused.
4. Should tungsten be pointed or balled for TIG welding aluminum?
Modern AC TIG welders can often weld aluminum with a pointed or truncated tungsten tip and a small rounded end. A fully balled tip may still be used with pure or zirconiated tungsten, especially on conventional AC welding machines.
5. How large should the ball be on a tungsten electrode?
The ball should not exceed 1.5 times the diameter of the tungsten electrode. An oversized ball can become unstable or fall into the weld pool when heated, causing tungsten contamination.
6. Is it safe to grind thoriated tungsten electrodes?
Thoriated tungsten contains a small amount of radioactive thorium oxide, so its grinding dust should not be inhaled. Use a respirator, local dust extraction, and a dedicated grinder when shaping red thoriated tungsten electrodes.
9 comments


Great to know that you’re finding this blog very helpful. :)
Very Professional Level Info for Pro's and Newbie's! Sometimes you don't know… what you don't know! Having this level of knowledge available- helps to let you know- what you NEED to know!
Thank you very much, Michael!
Thank you, Steve! Please follow our blogs to learn more about weldings. :)
Thank you, Tony! We appreciate you like our blogs. :)
Leave a comment