 Skip to content
Skip to content




Tig Welding Shielding Gas Overview
TIG welding is one of the most challenging processes, and the choice of shielding gas can be the difference between a flawless weld and a flawed one. With so many options available, it can be overwhelming to choose the right one. But don't worry!
We understand the frustration that comes with trying to make the best decision. In this article, we'll provide you with the knowledge and resources you need to confidently select the right gas for TIG welding and your specific material and application.
We'll explore the importance of shielding gas in TIG welding and the benefits of taking the time to consider your options carefully.

Source: https://weldingvalue.com/2022/09/what-shielding-gas-for-tig-welding/#3c5eb75f
Importance of Shielding Gases in TIG welding
TIG welding, also known as Tungsten Inert Gas welding or Gas Tungsten Arc Welding process, is a precise and clean welding method that uses a non-consumable tungsten electrode to produce the weld. It is often used for welding thin materials and is popular in industries such as aerospace and automotive. This process was a groundbreaking discovery in welding aluminum and magnesium, but today its usefulness spreads to various metals and applications.
One of the critical factors in TIG welding, which makes clean and high-quality welds, is the gas used to protect the weld pool and tungsten electrode from contamination. Shielding gas creates a protective atmosphere around the weld area. It helps to displace the air and prevent oxygen and other contaminants from reacting with the weld pool and tungsten. Meanwhile, Shielded Metal Arc Welding, Submerged Arc Welding, Plasma Arc Welding, Flux Core Arc Welding, etc., use welding flux for shielding.

Source: https://www.technoxmachine.com/blog/mig-vs-tig-welding/
Once oxygen or hydrogen from the atmosphere enters the molten weld puddle, they stay trapped or try to escape. As a result, you can see small holes, also known as porosity. The bigger issue is once porosity occurs inside the weld since it is only detectable by weld testing methods. Internal porosity can impact the integrity of the weld and cause cracking and failure.

Choosing the right shielding gas for TIG welding is easier compared to MIG welding, but it still isn't the most straightforward task. Besides the choice, you also need to accredit the shielding gas coverage, gas flow rate, nozzle size, distance, and contamination of the gas.
Which Shielding Gases Are Used in TIG Welding?
The most commonly used gas for TIG welding is argon, as it provides good protection and produces high-quality welds. However, other gases can be used depending on the material and application. Nonetheless, your choice is limited to noble or inert gases since they primarily don't interact with tungsten but also the weld pool and elements in the atmosphere. Therefore, besides argon, welders also use helium TIG welding shielding gas.
In addition, specific applications can call for limited amounts of nitrogen or hydrogen. While these are the reactive gases you are trying to get out of the weld pool, they can be helpful in welding stainless steel, but only in a range of 1-5%.
So let's talk more about how each of the TIG welding shielding gases performs.
Argon in TIG welding
Argon is a noble gas that is commonly used as a main shielding gas in TIG welding. It is an inert gas, meaning that it does not react chemically with other elements and is effective at protecting the weld pool and tungsten electrode from contamination.

Argon is denser than air, so it helps to displace the air around the weld area and create a protective atmosphere. This helps to prevent oxygen and other contaminants from reacting with the weld pool and causing defects such as porosity or cracking. However, its density somewhat limits its use to a flat position since gravity can displace it in vertical or out-of-position welding.
Pure argon shielding gas for TIG welding is versatile and effective gas that is widely used for its ability to produce high-quality welds. In TIG welding, 100% argon creates a steady arc and allows good arc starts at low amp AC applications. It is also a versatile choice that can be used for welding a wide range of materials, including mild steel, stainless steel, aluminum, and copper.
However, argon does not provide as much heat and penetration as other gases, such as carbon dioxide or helium. While that's an advantage when welding thin materials as you avoid burn-through, wrapping, or distortion, welding thicker materials will require an addition. Also, since carbon dioxide does not work well with TIG welding, you will have to add helium gas to the mix.
Helium TIG Shielding Gas
Helium is a noble gas that is used as a shielding gas in TIG welding to increase the heat and penetration of the weld. Like argon, helium does not react chemically with other elements, including tungsten, weld metals, or the atmosphere. However, compared to argon, helium gas has higher thermal conductivity, which means higher heat input.

As a result, helium is widely used when TIG welding thicker materials, and it somewhat reminds of CO2 in MIG welding. Another difference with argon is that pure helium is rarely used in manual TIG welding, mainly because it is not cost-effective for all applications.
Helium is lighter than air, so you must increase the gas flow rate to get proper shielding gas coverage. However, low weight can be helpful in overhead welding. Knowing that helium is pricier than most shielding gases for TIG welding, it is clear why 100% helium is rare choice.
To deal with the issue, most welders use an argon/helium mixture. By introducing helium to the argon, you combine the good properties of both shielding gases while limiting their drawbacks.
Reactive Gases In TIG Welding Process
Reactive gases, as their name states, can react chemically with other elements and are, therefore, unsuitable for shielding in TIG welding. In addition, interacting with the molten pool and electrode can cause defects such as porosity or cracking. However, in specific applications, small amounts of hydrogen and nitrogen can be added to increase the properties of the weld.
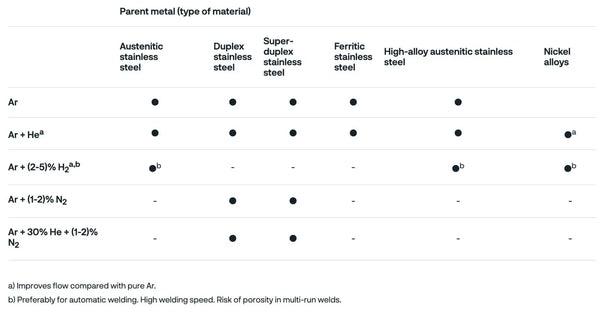
- Hydrogen, in addition to up to 5%, can increase the penetration and weld fluidity, therefore, welding speed when dealing with austenitic stainless steel and nickel alloy. In this case, hydrogen cleans surface oxides, stabilizes the arc, and creates deep, broad penetration. However, even the slightest additions of hydrogen can cause porosity or hydrogen cracking in welding aluminum, martensitic, ferritic, or duplex stainless or mild steel and steel alloys.

- Nitrogen plays the same role as hydrogen but is only used to weld duplex or super-duplex stainless steel. Like hydrogen, it shouldn't be used when welding steel, austenitic stainless steels, or exotic metals.
Can You Use Carbon Dioxide in TIG welding?
While you can use inert gases for both MIG and TIG welding processes, you shouldn't use CO2 in TIG welding. CO2 is a semi-reactive gas that breaks the molten metal's surface tension and quickly burns the non-consumable tungsten. As a result, you get weld contamination, significantly reducing weld quality, which is crucial in TIG welding.
In addition to contamination, CO2 causes highly unable arc; you notice sparks and fumes all around the weld. You can also see cracks, holes, and overall poor quality weld. If you are looking for similar results to a C25 mixture (75% argon/25% Co2) in TIG welding, that's the 75% Argon/ 25% Helium blend, but we will talk about mixtures in the following section.
TIG Welding Gas Mixtures
Since most shielding gases don't perform exceptionally well when used as pure, welders started using mixtures. The mixture of two gases get the best out of each gas and surpasses the cons of each gas individually. In TIG welding, the most common gas mixtures are:
Argon/Helium: is a versatile and effective shielding gas mixture that can be used for a wide range of materials and produce high-quality welds. Argon and helium mix in 50-75% percent of each, but welders usually opt for 75% argon and 25% helium. Combining these two gases gives you a more stable arc, good penetration, high welding speed, and excellent shielding gas coverage. In addition, you deal with each gas's cons individually, which present in lower penetration of argon and high price and somewhat less stable arc of helium. You can also tweak the amount of each gas to get even better results.

Argon/Hydrogen: is a more specialized mixture used to TIG weld austenitic stainless steel and nickel alloys. The 5% hydrogen added to 95% argon helps stabilize the arc, increase heat, and weld fluidity in these applications, but it shouldn't be used with other types of stainless steel, aluminum, or steel alloys.
Argon/Nitrogen: is another specialized mixture you are less likely to use as a hobbyist, but it can be helpful when welding duplex or super-duplex stainless steel. The 2% nitrogen to 98% argon shows similar results to hydrogen addition, but similarly, it shouldn't be used in steel, aluminum, or exotic metal welding.
What Is The Best Shielding Gas For TIG welding?
There is no simple answer to this question since the answers may vary on specific applications and metals. However, you will likely use 100% argon in nearly 90% of your home or DIY projects. Understanding the properties of each is crucial in choosing the best gas for tig welding, so this section will summarize everything we have learned so far.
What is the best gas for TIG welding mild steel?
If most of your TIG welding projects include common or mild steel, you shouldn't look further than 100% argon. This is an all-around choice for your everyday GTAW welding of medium-thickness mild steel, but once you feel like you need more heat, you can add helium to the mixture. However, many welders find pure argon capable and cost-effective, so they rarely add helium in home applications.

What is the best gas for tig welding aluminum?
TIG welding aluminum is challenging for many welders, but choosing the suitable shielding gas is not the hard part. You can successfully TIG weld aluminum with 100% argon or argon/helium mixture.
Pure argon shows excellent results when welding thin aluminum, as it provides good arc starts and stable arc at low amp AC current. In addition, limited penetration will prevent burn-through, wrapping, and distortion of sheet aluminum.
Once the thickness of the aluminum increases, you can add up to 25% of helium. Adding helium increases the penetration and welding speed while retaining good AC TIG properties of the 75% argon. Adding more than 25% helium in AC TIG aluminum welding can be used in specific applications, but it is not that common.
In highly specialized situations, seasoned welders use 100% helium to DC weld thick aluminum. The combination of high temperature, high penetration, and welding speed can be useful in full-penetration butt welds. However, mastering the technique due to low arc length is challenging and not recommended to new welders.

What is the best shielding gas for TIG welding stainless steel?
The biggest challenge with TIG welding stainless steel is matching the parameters and shielding gas to the given grade. Each stainless steel grade shows somewhat different properties, so you will have to be cautious. If you are unsure of the specific grade you are about to weld, you can use pure argon or an argon/helium mixture as a go-to choice.
Pure argon will work great in welding medium to thin stainless steel. Limited heat and penetration won't cause defects or discoloration or remove the corrosion resistance. However, if the thickness increases, you will need more heat, therefore, helium addition.
When dealing with austenitic stainless steels, adding 5% hydrogen will help with arc properties, heat input, and speed. 2% nitrogen does the same with duplex and super duplex stainless steels. Minimal doses of less than 0,5% oxygen or CO2 can deal with surface-active oxygen on some stainless steel, but these are extreme cases.

What is the best gas for exotic metals?
GTAW is known for its good results in welding exotic metals, and the shielding gas choice isn't too different. If you are unsure what specific metal you are about to weld; you can always work with 100% argon.
Pure argon will work well with nickel, magnesium, or copper, but you might need some tweaking. Copper is an excellent heat sink, so you will need more heat input which 100% helium usually provides. Nickel alloys require 5% hydrogen to battle the porosity, and magnesium can be DC TIG welded with 100% helium.

Shielding Gas Coverage
Knowing the best shielding gas for your TIG welding applications is essential, but you will also need to provide good coverage to protect the weld from the surrounding atmosphere. Good coverage is achieved by providing an adequate flow rate and selecting the right type and size of TIG torch consumables.

SP-WP-18-5P TIG-250P ACDC Welder Specially Designed Water Cooled TIG Welding Torch
Suitable Gas Flow
The suitable gas flow will differ from the welding conditions, consumables, and shielding gas choice. Typically, flow rates are between 10 and 35 cubic feet per hour (CFH). Indoor welding will require lower rates due to a lower risk of contamination, while outdoor or welding with 100% helium will require higher rates. You can check the current rate by looking at your gas flow regulator.

QB01 Argon/CO2 Welding Flow Meter Gas Regulator
Regardless of the actual conditions, you will want to get the laminar gas flow. To accomplish that, you should use the lowest gas flow rate possible for the application and conditions. Increasing the gas flow or selecting improper torch consumables can cause turbulent gas flow. Turbulent gas flow will suck in the unwanted gases from the atmosphere. So when choosing the flow, the bigger, the better isn't the right approach.

TIG Torch Consumables
The essential TIG torch consumables include a nozzle and a collet with either a gas lens or a collet body. These can impact how shielding gas is distributed and cause issues even though you selected the suitable shielding gas for TIG.

BPG35-49 49PCS WP-17/18/26 TIG Welding Torch Consumables
The collet body is a more affordable option, and it will do just fine when dealing with non-critical welds. However, the array of holes on the collet body can cause turbulent flow in specific applications, so it shouldn't be used when high-quality welds are required.

BPG35-49 49PCS WP-17/18/26 TIG Welding Torch Consumables
Meanwhile, a gas lens provides more consistent shielding gas coverage and reduces turbulence. In addition, several screens inside the lens produce a more uniform laminar flow which is essential when welding delicate pieces.
Size and Shape of Nozzle
The size and shape of the nozzle can affect the coverage of the gas and, in turn, the quality of the weld. For example, if the nozzle is too large, it can lead to insufficient coverage of the gas, which can allow air contaminants to enter the weld area or require a higher flow rate, increasing costs. On the other hand, if the nozzle is too small, it can lead to too much gas being used, which can increase the cost of the welding process or cause turbulent flow.
Nozzles also come in different shapes, such as straight, converging, and champagne, and they can also affect gas coverage. The wanted laminar flow is usually achieved using a converging nozzle in the largest diameter and longest length practical for the job.

Conclusion
Shielding gas is an essential element of the TIG welding process. It protects the weld pool and tungsten electrode from contamination and plays a major role in the quality and integrity of the weld.
Proper shielding gas coverage is achieved when the gas envelops the weld pool and tungsten electrode, creating a protective atmosphere that prevents oxygen and other contaminants from reacting with the weld.
There are several factors to consider when selecting the right shielding gas, including the material being welded, the application, and the flow rate and nozzle size. By choosing the right gas and achieving proper shielding gas coverage, TIG welders can produce high-quality welds and achieve success in their projects.
🧐Tig Welding Shielding Gas Overview - FAQ
1. What is the best gas for TIG welding mild steel?
If most of your TIG welding projects include common or mild steel, you shouldn't look further than 100% argon. This is an all-around choice for your everyday GTAW welding of medium-thickness mild steel, but once you feel like you need more heat, you can add helium to the mixture. However, many welders find pure argon capable and cost-effective, so they rarely add helium in home applications.
2. What is the best gas for TIG welding aluminum?
You can successfully TIG weld aluminum with 100% argon or argon/helium mixture. Pure argon shows excellent results when welding thin aluminum, as it provides good arc starts and stable arc at low amp AC current. In addition, limited penetration will prevent burn-through, wrapping, and distortion of sheet aluminum.
Once the thickness of the aluminum increases, you can add up to 25% of helium. Adding helium increases the penetration and welding speed while retaining good AC TIG properties of the 75% argon. Adding more than 25% helium in AC TIG aluminum welding can be used in specific applications, but it is not that common.
3. What is the best shielding gas for TIG welding stainless steel?
If you are unsure of the specific grade you are about to weld, you can use pure argon or an argon/helium mixture as a go-to choice. Pure argon will work great in welding medium to thin stainless steel. Limited heat and penetration won't cause defects or discoloration or remove the corrosion resistance. However, if the thickness increases, you will need more heat, therefore, helium addition.
When dealing with austenitic stainless steels, adding 5% hydrogen will help with arc properties, heat input, and speed. 2% nitrogen does the same with duplex and super duplex stainless steels. Minimal doses of less than 0,5% oxygen or CO2 can deal with surface-active oxygen on some stainless steel, but these are extreme cases.
👏 You may be interested in the following:
2 comments


Thank you very much for this awesome feedback on our welders, Ernie! :) We’re very happy that we are well satisfied! And we look forward to another business with you.
Pretty much do everything with stick,mig,plasma today
The old days did it all with my buzz box and the Oxy/ Acetylene torch
So the tig torch and filler stick would be second nature.
Don't have a tig and right now cost abd it can't be a priority.
Love to be able to use it in my plasma table projects.
Anyway this site and info is very detailed,helpful
Great job!!
Ernie
Leave a comment