 Skip to content
Skip to content



How to Choose The Right Tungsten Electrode
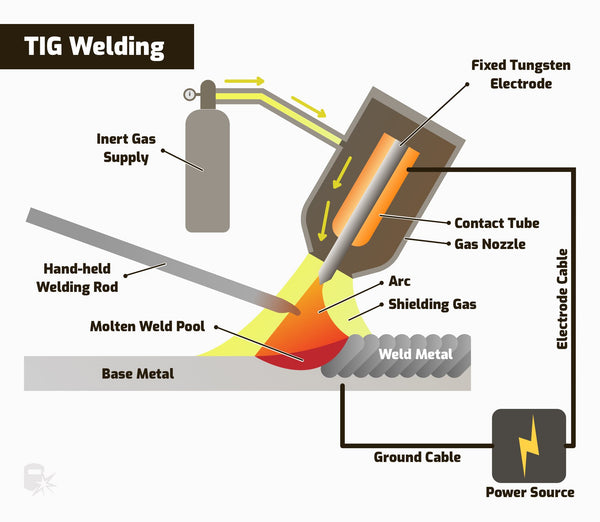
TIG welding is one of the most challenging welding processes that require a lot of practice, but it yields the highest quality and aesthetic welds. In the line of challenges you need to overcome to get the best result stands the proper tungsten selection.
As a beginner, you might have heard fellow welders talk about red or gold tungsten electrodes, debating which one is better or suits steel or aluminum alloys. That's why we decided to help you understand tungsten electrode types and give you tips when choosing the right one for your application.
Source: https://weldguru.com/tig-welding/
Role Of Tungsten In TIG Welding
TIG stands for tungsten inert gas welding process, so as you can deduce, this process highly relies on tungsten electrodes. Tungsten is a rare metallic element with the highest melting point of any metal. As a result, the electrode is more than capable of withstanding the heat of the welding arc without melting.
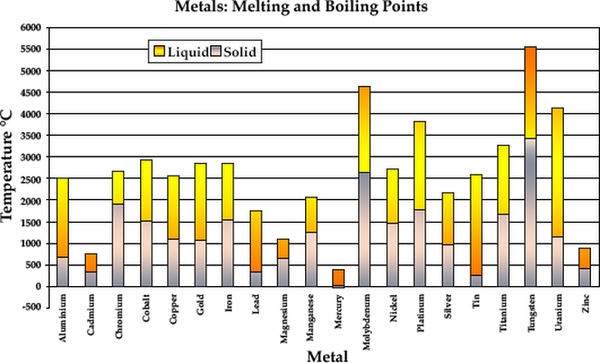
Source: https://www.sciencerockhill.com/data/melting-boiling-points-of-metals
Tungsten electrodes come in a wide variety of sizes, lengths, and compositions. Therefore, on the market, you can find TIG electrodes with electrode diameter ranging from 0.040"-3/32", composed of pure tungsten or with added oxides, 7" in length or shorter.
Each of these properties can affect welding results, so many beginners wonder where to start. Since choosing the right TIG welding tungsten is essential for the best welding results on different types of metals, we will help you understand their properties and preparation.
Types of TIG welding Tungsten Electrodes Explained
The American Welding Society published "Specification for Tungsten and Oxide Dispersed Tungsten Electrodes for Arc Welding and Cutting" to ensure each welder gets tungsten electrodes with a specific composition.
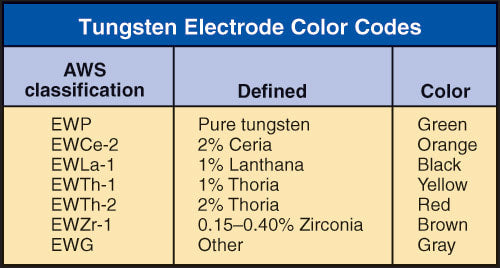
The AWS A5.12M/A5.12:2009 document also provides a table that identifies the color-coding used in the United States, Europe, and Japan, which is the majority of the market share of sold tungsten. Due to easier distinguishing, many welders today call TIG electrodes by color rather than their original name.
Source: https://www.techstreet.com/standards/aws-a5-12m-a5-12-2009?product_id=1620788
So let's see what the common types of tungsten electrodes are and what their characteristics are.
Pure Tungsten Electrode - Color Code: Green
Pure tungsten electrodes contain 99.50% tungsten, and they are denoted as EWP in the AWS classification. Pure tungsten is one of the oldest electrode choices and was closely related to the discovery of Gas tungsten arc welding. TIG welding was initially developed for aluminum and magnesium welding, and these electrodes are used in the same applications even today.
ANSI/AWS A5.12/A5.12M:2009, Table 3, Electrode Identification Requirements, reproduced with permission from the American Welding Society, Miami, Fl.
Source: http://www.halversoncts.com/76-tungsten-electrodes.html
Green tungsten electrodes show the best results in AC welding, where they form a clean, balled tip when heated. In addition, they offer a stable arc in balanced wave and sine wave welding, but at the cost of high consumption. However, increased consumption is compensated by their low price.
Source: https://www.youtube.com/watch?v=7mPfHhFp-d0
Besides high consumption, pure tungsten electrodes tend to spit at higher amperage. So even though you could use them for DC welding, they don't perform well in ensuring smooth arc starts and clean results at higher amperage applications.
Due to known drawbacks of pure tungsten electrodes, manufacturers introduced oxides to improve the arc stability, arc start, and performance. Still, some welders prefer green tungsten in aluminum and magnesium welding due to lower prices.
Thoriated Tungsten Electrodes
Thoriated electrodes are one of the most versatile on the market, which makes them one of the most widely used tungsten electrodes today. They contain 97.30% tungsten and 1.70 to 2.20% thorium oxide. Good DC welding arc starts and stability with longevity and medium erosion rate are why many older welders swear by thoriated electrodes.
Adding thorium oxide to the tungsten reduces the operating temperature below the melting point, which minimizes the weld pool contamination and consumption. As a result, thoriated welding electrodes provide excellent results at DC electrode negative welding (straight polarity) on carbon and stainless steel, nickel alloys, and titanium alloys welding performance.
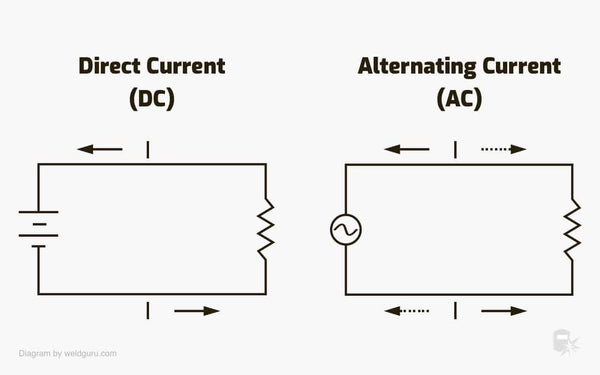
Source: https://weldguru.com/ac-vs-dc-welding/
Thoriated electrodes don't perform well on AC welding compared to green tungsten electrodes. In addition, the balled end, which is suitable for non-ferrous metal welding, is difficult to maintain.
AWS recognizes three thoriated electrode types: yellow, red, and purple, but only two of them are commercially significant:
- EWTh-1 Thoriated electrode has a yellow code color, and it contains 0.8–1.2% of thorium oxide dispersed throughout the entire length. Yellow tungsten electrodes maintain a sharpened point well, which makes them an excellent choice for steel, copper alloys, titanium, or nickel alloys.
- EWTh-2 Thoriated electrodes have a red color code, and they contain 1.7–2.2 percent thoria, which increases the operating characteristics. With good arc stability and start, low consumption, and great result on DC welding, red tungsten electrodes are your go-to choice for TIG welding steel.

2% Thoriated Tungsten Electrode (Red,WT20) | YesWelder® TIG Welding Electrode
The biggest drawback of thoriated electrodes lies within thorium addition, which is radioactive material. That's why you should be extra careful when grinding thoriated tungsten electrodes. Safety concerns are one of the main reasons why many welders turn to alternatives such as lanthanated or ceriated tungsten electrodes.
Ceriated electrodes - Color Code: Gray, Former: Orange
Ceriated electrodes contain 97.30 percent tungsten and 1.80 to 2.20% CeO2, or cerium oxide, also referred to as ceria. Even though there are several grades of ceriated electrodes, only one is commercially significant - EWCe-2, which carries a gray color on its tip.
EWCe-2 ceriated electrodes provide excellent results at low amp DC welding. Compared to green tungsten, gray electrodes show exceptionally better arc starts and arc stability and reduced vaporization rate. Even though they provide similar arc characteristics like thoriated electrodes, ceriated electrodes work better in low-amp situations, which makes them suitable for thin sheet welding, pipe fabricating, and delicate metal joining.

2% Ceriated Tungsten Electrode (Grey,WC20) | YesWelder® TIG Welding Electrode
Grey electrodes can be used on alternating current, but they work better with carbon and stainless steel, nickel alloy, and titanium welding, similar to red tungsten. However, ceria is not radioactive as thorium, which presents an advantage.
Nonetheless, ceriated electrodes show poor results at high amp DC TIG welding. The oxides migrate to the tip of the electrode, where the heat is concentrated, and they disperse. By losing cerium oxide, electrodes lose their positive characteristics.
Zirconiated Electrodes - Color Code: Brown
Zirconiated tungsten electrode contains 99.10% tungsten and 0.15 to .40% zirconium oxide. They carry a brown color on the tip, and AWS classifies them as EWZr-1. Brown TIG welding electrodes were developed as an alternative to pure tungsten, which you can see from the high tungsten content.
Similarly, zirconiated tungsten electrodes are used for AC welding jobs which include TIG welding aluminum alloys and magnesium. The high amount of tungsten produces a highly stable arc and retains a balled tip. Meanwhile, adding zirconium oxide improves the arc start, produces less spit, and handles higher amperage better than pure tungsten electrodes.

TIG welding with zirconiated tungsten electrode
Photo by @rollingbombfab
Brown tungsten electrodes are more expensive than green tungsten, but they are crucial in AC sine wave welding applications that require cleanliness. In addition, due to less spit, these produce significantly lower contamination and consumption than pure tungsten electrodes.
Even though zirconiated tungsten has a similar current-carrying capacity to thoriated electrodes, you should not use it in DC welding applications on carbon steel.
Lanthanated Tungsten Electrodes
Lanthanated tungsten electrodes contain a minimum of 97.80 percent tungsten and the addition of 0.8-1.7% lanthanum oxide (La2O3), which is also called lanthana. Added lanthanum oxide improves arc starts, stability, and performance on both AC and DC welding. In addition, they maintain a sharp tip for steel welding, as well as a balled tip for aluminum alloys and non-ferrous metals at AC TIG welding.
Due to its favorable characteristics, the lanthanated tungsten electrode is considered a suitable replacement for thoriated tungsten electrode. However, lanthanum oxide is not radioactive, making these electrodes a go-to choice for many welders today.

Student’s attempt at welding an outside corner using on 1/8” aluminum using a 3/32” blue (2% lanthanated) tungsten.
Photo by @general.air
The AWS classifies lanthanated tungsten electrodes into three separate grades depending on the addition of lanthana:
- EWLa-1 electrodes contain 0.8-1.2 weight-percent lanthanum oxide and carry black color on the tip. These are similar to a blue tungsten electrode and show DC welding arc starts, stable arc, low erosion rate, wide amperage range, and no spitting.
- EWLa-1.5 electrodes are one of the most versatile electrodes today due to their ability to work well during both AC welding jobs and DCEN applications. These contain 1.3–1.7 wt.-% of La2O3, and you can distinguish them by the gold color on the tip.

WL15 Series 1.5% Lanthanated TIG WeldingTungsten Electrode
- EWLa-2 electrodes contain 1.8–2.2 wt.-% dispersed lanthanum oxide, which is among the highest amount of oxides in all AWS-specified electrode types. The high addition of oxides allows blue tungsten to resist high pulsing and amperage loads while retaining excellent arc start performance with a low consumption rate.

WL20 Series 2% Lanthanated TIG WeldingTungsten Electrode
Rare Earth Tungsten Electrodes
The rare earth tungsten electrodes contain rare earth oxides that are not specified by an existing classification. The AWS classifies them as EWG electrodes, and manufacturers must use any color other than those standardized (red, blue, gold, brown, etc.) The addition of rare earth oxides improves arc stability, arc start characteristics, and overall welding performance. In addition, added oxides can provide characteristics for specialty AC welding or direct current applications.
Even though rare earth electrodes can contain any oxide, the manufacturers must clearly mark each additive and its percentage on the package. As a result, you can get a specific electrode that perfectly suits your TIG weld applications. However, as a hobbyist, you will rarely need to use them.
Tungsten Preparation Tips
After choosing the correct tungsten electrode for your application, you must prepare its tip according to requirements. Typical preparations include balled, pointed, and truncated tungsten tips.
AC welding electrodes (pure or zirconiated tungsten) will require a balled tip that works great on sine wave and conventional square wave GTAW machines. To get the balled tip, you won't need special preparation. Just provide an AC current, and the ball will form on the end of the electrode.
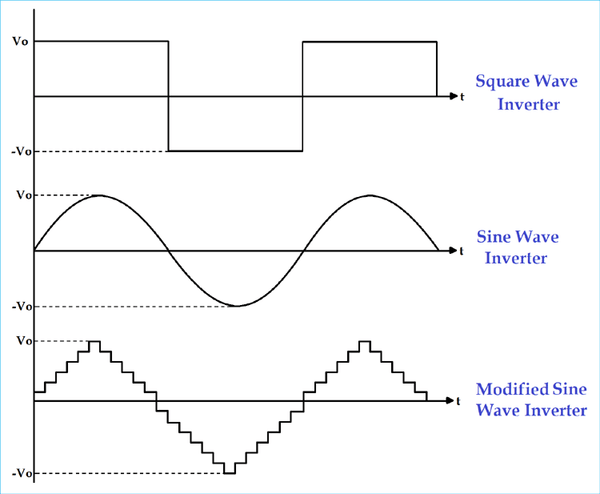
Source: https://myelectrical.com/notes/entryid/250/how-d-c-to-a-c-inverters-work
Conversely, welding stainless steel or steel will require a sharp and/or truncated tip that can be applied on various electrode types (thoriated, lanthanated electrodes, etc.) You will need a specialized tungsten electrode sharpener with a diamond grinder to sharpen the tungsten electrode.

TTG02 Tungsten Electrode Sharpener Grinder
As a rule of thumb, you will need to grind the taper to a distance of no more than 2.5 times the electrode diameter. This is because grinding the taper produces a more focused arc, increasing the overall penetration and stability. However, be careful when grinding thoriated tungsten electrodes due to already-known health risks.
Welding thin gauge aluminum or any delicate metal prone to distortion will require a pointed tip. The pointed tip focuses the arc closely and narrows the heat-affected zone. Narrow HAZ is crucial when trying to avoid distortion of delicate metals.
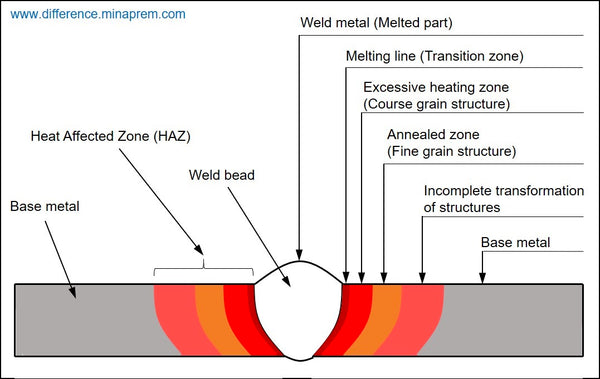
Source: http://www.difference.minaprem.com/joining/difference-between-weld-metal-and-heat-affected-zone-haz/
Choosing The Right Tungsten Electrode
By understanding the characteristics of each electrode type and tungsten preparation, you can already make some deduction on which is the suitable tungsten for steel, stainless steel, or aluminum alloys.
Nonetheless, this last section of our article will serve as an excellent summary of everything we learned today.
What Is The Best Tungsten For Steel?
To TIG weld carbon steel, you can use a wide variety of TIG electrodes, and the right choice will vary on the process amperage.
Seasoned welders will tell you that the most versatile choice for steel welding is thoriated electrodes (red electrode tip.) The sole reason is the ability to work well with both thick and thin steel, AC/DC applications, extremely stable arc, outstanding arc start characteristics, and final weld puddle results.
However, due to the health hazards of thorium, many welders today started using lanthanated electrodes. Gold tip tungsten presents an alternative and another excellent all-around choice for steel. It doesn't cause health issues, and it is durable, but it tends to work somewhat worse on low-amp applications. Meanwhile, blue tungsten works great on high-amp DC steel welding.
DC welding steel at low current will require ceriated tungsten electrodes. Gray tungsten produces a more stable arc with thin steel, which is considered an alternative to red or gold tungsten.

Photo by @castelonwelding
What Is the Best Tungsten For Stainless Steel?
While TIG welding stainless steel is fundamentally different and more challenging than joining mild steel, tungsten electrode selection remains the same. You can successfully TIG weld stainless steel with thoriated, lanthanated, or ceriated electrodes.
Once again, red tungsten is a versatile all-around choice for stainless steel, but you can use lanthanated electrodes as an alternative due to safety concerns. Ceriated tungsten will work better than gold tungsten on low-amp stainless steel applications.
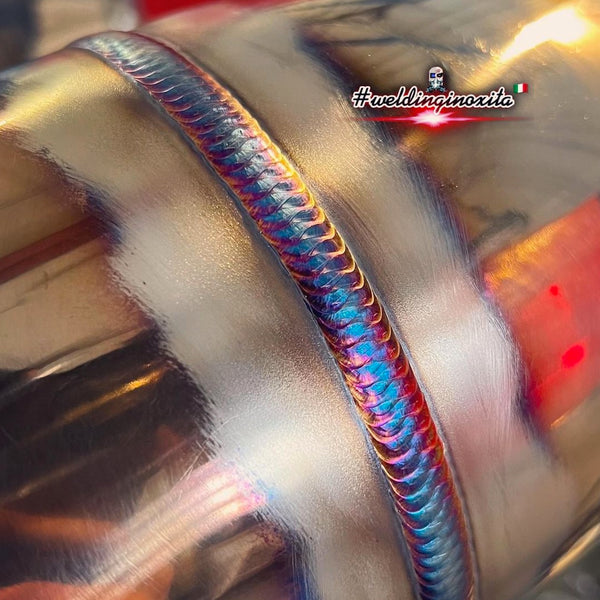
Photo by @weldinginoxita
What Is The Best Tungsten For Aluminum?
TIG welding aluminum requires an alternating current, so you will need a tungsten electrode that works great with it. Pure tungsten (green) or zirconiated tungsten (brown) electrodes are typical choices.
Many welders choose green tungsten for aluminum due to its low price and decent arc performance when welding magnesium, aluminum, or other non-ferrous metals. However, pure tungsten has the highest consumption rate of any tungsten type and tends to spit at higher amp applications.
When cleanliness is crucial, AC TIG welding will require zirconiated tungsten. Even though it is more expansive than green tungsten, brown electrodes show better arc start, lower consumption, and weld puddle contamination.
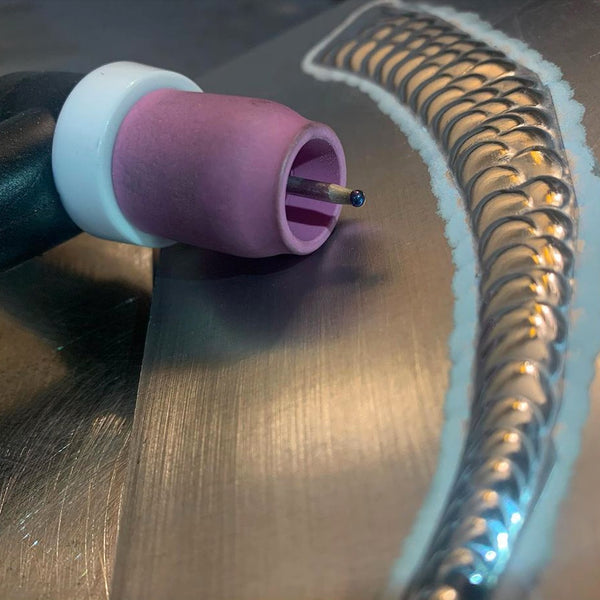
Photo by @pacificarctigwelding
Final Thoughts
Red, blue, gold, or green tungsten might sound confusing to you as a beginner, but understanding how they affect weld arc performance is crucial in ensuring the best results. Luckily, the AWS classification allows you to distinguish each type of tungsten by its color and know its composition.
By understanding the properties of each TIG electrode type, choosing the right one for your application should be a piece of cake. Hopefully, our article helped you understand a small part of the complicated puzzle called TIG welding.
👋You may be interested in: How To Shape Tungsten Electrode For TIG Welding And Why?


Leave a comment