 Skip to content
Skip to content



Stick Welding Electrodes Comparison: Which is The Most Difficult To Run?
The stick welding process is more challenging to master than MIG welding, but it's less complex than TIG welding. One of the most challenging aspects of stick welding is electrode manipulation and application.
This article will teach you about the commonly used stick welding electrodes for carbon steel, their pros and cons, and you'll learn which are more difficult to run.

Photo by @elite_welding_academy
Stick Welding Electrodes Comparison Chart
|
Characteristic / Electrode |
E6010 |
E6011 |
E6012 |
E6013 |
E7018 |
|
Polarity |
DCEP |
AC or DCEP |
AC or DCEN |
AC, DCEP, or DCEN |
AC or DCEP |
|
Penetration |
High |
High |
Low/Medium |
Low/Medium |
Medium |
|
Metal Deposition Rate |
High |
High |
Medium |
Medium |
High |
|
Welding Thickness |
Medium to thick metal |
Medium to thick metal |
Thin to medium-thick metal |
Thin to medium-thick metal |
Medium to thick metal |
|
Overall Use Difficulty |
High |
Medium to high* |
Medium |
Easy to medium* |
Easy to medium* |
* Depending on the application
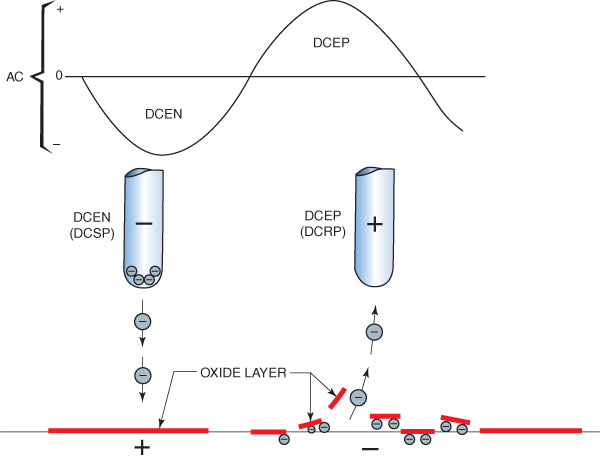
AC - Alternating Current
DCEP - Direct Current Electrode Positive
DCEN - Direct Current Electrode Negative
Source: https://app.aws.org/forum/topic_show.pl?tid=24737
Stick Welding Rods Explained
You can use the chart above as a quick reference. But, to fully understand these electrodes, please read about their characteristics below.

Source: https://weldguru.com
E6010 - Digs Deep, Runs Hot, And Welds Fast
The E6010 stick welding electrode is arguably the most challenging stick rod you can run. Therefore, it's usually used by more experienced welders and not really recommended for beginners. Although a beginner may use this rod, there is little reason to do so since other rods we'll discuss soon are better suited for beginners.
Designed for fast welding with high deposition rates, the E6010 is the pipeliner's favorite stick welding rod. These electrodes are brutal. They dig deep into the metal, and you can even use them to weld dirty, rusty metal (although cleaning the joint is ALWAYS recommended).

Photo by @welding_land
The E6010 electrode only works using a DCEP because it is a cellulosic stick rod with sodium content. Their flux cover has a high cellulose content — essentially, cellulose is much like paper, so the rod is basically covered in paper. Once this cellulose flux starts burning, the shielding gas is released in the form of carbon dioxide and hydrogen, and the molten metal is covered in slag.

Source: https://link.springer.com/article/10.1007/s40194-020-00969-1
The high CO2 content released from burning of the flux protects the molten metal just like how CO2 protects the weld when MIG welding — CO2 acts as a shielding gas. But hydrogen, on the other hand, increases the arc voltage. Both CO2 and increased arc voltage aid in weld penetration, which is why the E6010 is a highly penetrating rod. That's the essence of how the E6010 works and the magic behind it.
While the E6010 is often used for pipeline and boiler welding, it's only used to weld steel with very high resistance to hydrogen-induced cold cracking. If you don't know what hydrogen cracking is, it's a fancy way of saying that hydrogen diffuses and causes the metal to crack post-welding. The more hydrogen is present in the metal, the higher the chances of hydrogen cracking. And since the E6010 releases the hydrogen as you weld, the chances of hydrogen cracking increase. So, the E6010 is mainly used to weld low-carbon, non-alloyed steel.
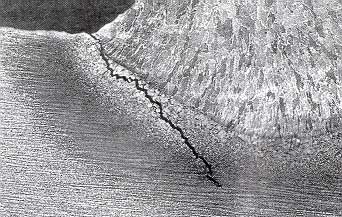
Hydrogen Cracks in Steels
Source: https://www.twi-global.com/technical-knowledge/job-knowledge/defects-hydrogen-cracks-in-steels-identification-045
If you use the E6010 for a root pass, you should follow up with another electrode in a hot pass to help remove excess hydrogen. That's one of the reasons why pipeliners use the E6010 for root pass and the E7018 for other passes.
The E6010 electrode should not be dried before welding. You may think that reducing hydrogen content is a good idea, but that will not end well because these electrodes rely on hydrogen to shield the weld, just like CO2. These rods are best used straight out of the manufacturer's packaging.
E6011 - Multi-Polarity Powerful Rod
The E6011 is a lot like the E6010. It's something like its smaller brother. The E6011 uses the potassium compound with a combination of cellulose, which allows the use of DCEP and AC current. That's why the E6011 is often used as an alternative to the E6010 when the AC stick welders (popularly known as buzz boxes) are the only machines available.

Source: https://weldingpros.net
The potassium is an arc stabilizer. It basically allows the arc to stay lit during the polarity transition that happens when welding with AC.
While these rods work rather well using AC, the penetration is slightly reduced. Alternating current switches polarity between the stinger and ground clamp many times per second. Every time the polarity switches, the arc is extinguished between the electrode and the welded metal and re-ignited. As a result, some arc power is lost, and the penetration is reduced slightly.
Additionally, since many inverter-based SMAW welding machines can't run the E6010 properly, the E6011 is a great alternative. This rod offers very similar characteristics if used with the DCEP and doesn't require as powerful of a welder as the E6010 does. However, YesWelder sells many affordable, quality stick welders that run E6010 natively. For example, our Firstess MP200 and YesWelder CT2050 run E6010 without issues.

E6012 and E6013 - The Happy Medium And Beginner's Best Friend
Unlike the E6010 and the E6011, the E6012 and the E6013 are rutile electrodes. Their flux is not cellulose based. The E6012 is covered with a high amount of titanium dioxide and sodium, and during the combustion, this flux primarily creates CO2 shielding gas. The E6013 uses a combination of titanium dioxide and potassium.
The E6012 is used with DCEN and AC polarity. You may have noticed a big difference here. The cellulosic electrodes (E6010 and E6011) are used with DCEP polarity. The rutile electrodes (E6012 and E6013) run on DCEN, and this makes their penetration more shallow. As a result, the E6012 is a perfect choice for welding thin material and making light-duty repairs.
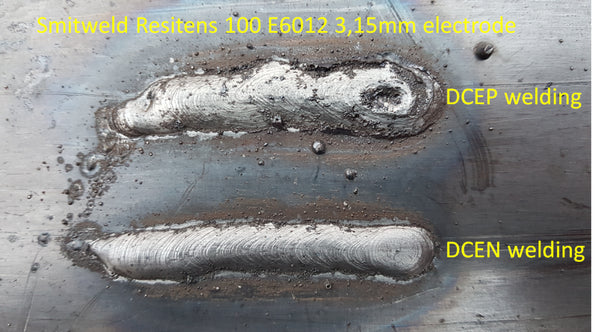
Source: https://daf575.wordpress.com/2018/04/13/electrode-positive-vs-electrode-negative-welding-with-e6012-electrodes/
The E6013 has pretty much the same characteristics as the E6012, but its potassium content allows better arc stability when used with AC.
Removing the E6013's slag is effortless because the slag usually peels off on its own. If it doesn't, just give it a slight nudge with a chipping hammer.
The E6012 and the E6013 are the most commonly used electrodes for hobby welding. Their arc is relatively stable, they produce less smoke, and the slag is easy to remove. Plus, since their arc is not as powerful as the E6010, they are easier to handle and less likely to burn through thin metal.

Welding with E6013.
Photo by @crawleycollegewelding
E7018 - Low Hydrogen Electrode - Easy and Powerful
Everyone uses the E7018 electrodes, including hobbyists. These rods are meant for professional, high-quality welding. But they are relatively easy to run and make excellent welds. In a word, the E7018 is highly versatile.
You can run the E7018 rods using AC and DCEP polarity. They are low-hydrogen rods with high iron powder content, which increases the metal deposition rate. In addition, the E7018 freezes relatively quickly and provides a low-hydrogen environment in the weld area, unlike the cellulosic electrodes.
The E7018 is used for welding critical welds in structural steel. These rods can easily be considered a backbone of the USA's construction industry. If you want a high-quality weld, use the E7018. But, use them properly. Sure, a hobbyist doesn't really have to take all precautions into account. But properly using the E7018 means keeping them in a special oven for stick electrodes after the package is opened and before use. The manufacturer usually specifies the oven temperature.

Photo by @loosecannonatx
Certain welding codes may state how long the package can remain open and how often you can recondition the E7018 rods in the oven before their coating is too degraded. But, for most hobbyists' jobs, you should keep them in the manufacturer's package and use them upon opening, and you'll be fine. However, always abide by codes and welding standards when welding a critical joint.

Source: https://weldinganswers.com/storing-and-re-drying-low-hydrogen-electrodes/
The E7018 electrode has a smooth, stable, and quiet arc. They have low spatter and offer reduced penetration power than the E6010, but they are still powerful enough. These rods have excellent arc starts and restarts. However, the E7018 does form a silicone ball at the tip of the rod if you extinguish the arc mid-way. So, you'll need to file the tip before restriking the arc. But don't forget to check your WPS (welding procedure specification) sheet if you are welding on a job. Some codes do not permit restriking of stick electrodes.
Conclusion
If you must weld rusty, painted metal, the E6010's hydrogen-enhanced powerful arc can pull it off, but this rod is challenging to handle by beginners. Plus, it's always recommended to clean the metal before welding.
To weld thin sheet metal, the E6013 is a good choice using the DCEN polarity. But you can also use this rod to weld most metal thicknesses.
The E7018 is an all-rounder for most hobbyist and professional welding jobs. You cannot really go wrong with it, but please make sure you keep it moisture-free. This rod is relatively easy to handle, and the arc won't cut out on you as long as you have basic stick welding skills.

Photo by @welding_monsters
🧐 Stick Welding Electrodes Comparison FAQ
1. Which stick welding electrode is the most difficult to run?
E6010 is generally the most difficult of the commonly used stick electrodes to run. It has a forceful arc, deep penetration, fast-freezing slag, and requires the welder to maintain a steady arc length while using the correct electrode movement.
2. What is the difference between E6010 and E6011 electrodes?
E6010 operates only on DCEP, while E6011 can run on DCEP or AC. Both provide deep penetration and work well on dirty or rusty steel, but E6011 is often a better option for AC welders and inverter machines that cannot run E6010 properly.
3. Which stick welding electrode is best for beginners?
E6013 is one of the best stick welding electrodes for beginners. It produces a relatively stable arc, creates less smoke and spatter than cellulosic rods, and has slag that is usually easy to remove.
4. What are E6012 and E6013 electrodes used for?
E6012 and E6013 electrodes are commonly used for welding thin to medium-thickness steel and completing light repairs. Their lower penetration makes them easier to control and reduces the risk of burning through thin metal.
5. Why must E7018 electrodes be kept dry?
E7018 is a low-hydrogen electrode, so moisture in its flux coating can introduce hydrogen into the weld and increase the risk of cracking. Opened electrodes should be stored according to the manufacturer's instructions, especially when making critical welds.
6. What polarity should be used with E7018 electrodes?
E7018 electrodes commonly operate on DCEP, while E7018AC rods are designed to run on AC welders. Always check the electrode packaging because the correct polarity and amperage range can vary by electrode type and manufacturer.
6 comments


When welding 7018, I manipulate the puddle, so the molten pool fills up the undercut before I move my electrode to fill up the other side of the weld. If your arc is short, the molten pool will not fall out. I don’t spend much time in the middle. Turn your heat down at first. Try a slight triangle weave going uphill. I hope this helps Phil.
I’ve welded all these stick rods in this article. 7018 was one of my favorite. To all the young welders out just keep practicing.
Re: Phil Tuggle (OCT 21, 2022)
You’re correct. They’re often a challenge to those unacquainted with the rod, especially out of position (vertical and overhead) welds. Long-arcing and varying arc gap are the cause of many problems. Hence, a close and steady arc gap is a must (these rods are often called “drag rods” for what it’s worth). Begin using the rods with current settings on the lower third of the range for a given rod size. Increase the current as you become more adept. But beware, the rods are much more prone to sticking and flame-out during cooler (lower current) welds. The rods should be fresh (from the package) and always dry. Material metallurgy (mild steel is best for learning) and condition- rust, dirt, oil, grease, etc., and environmental factors- humidity, rain, ambient temperature, temperature of the material, etc., also play a role. Basically the material should be clean and dry. (A wipe down with denatured alcohol is often a nice touch before welding.) Also the environment should be dry (never wet) and above freezing temperatures (32° F/ 0° C). Begin with simple stringer welds (straight, no weave). Of course rod size should also be considered- 1/8" being typically best for learning. Beyond all this, patience, confidence and practice, practice, practice…
Hope this helps.
7018. I so much want to master this electrode but find it extremely difficult to use regardless of machine or settings or literally years of trying. I KNOW that I am missing something major about techniqhue or angle or power. I see in the chart above that it is considered easy, yet to me it is by far the hardest stick to use. Does anyone at all have the same difficulties — what is the key to using — not just redtricking — this great electrode?
I found this information very good. As a hobby welder did not know the best use of some of these rods. Thanks for the great info.
Leave a comment