 Skip to content
Skip to content



How To Weld Carbon Steel
Even though alloying elements make steel suitable for various applications, it can affect its weldability. Higher carbon content increases the hardness and toughness of steel, but it makes it more challenging to weld. That's why we'll explore how to weld carbon steel with different carbon content and explain what are the potential issues.
What Is Carbon Steel?
Carbon steel is an alloy composed primarily of iron and carbon. It's the most common type of steel and typically contains low amounts of other alloying elements. It is one of the most widely used materials in construction, manufacturing, and numerous other industries due to its strength, durability, and versatility.
Keep in mind that all types of steel contain more than just iron and carbon. Modern steels only gain some of their strength from simple carbon additions but also from the added effect of small amounts of other alloying elements like manganese, silicon, chromium, molybdenum, vanadium, nickel, and copper. The amount of these elements is represented by the carbon equivalency formula, which will help you understand how the different alloying elements affect the hardness of the steel being welded.
Types Of Carbon Steel
As the amount of carbon in the steel increases, the steel becomes harder, which is desirable when a piece is exposed to high wear and tear. As a result, we're seeing three different types of steel:
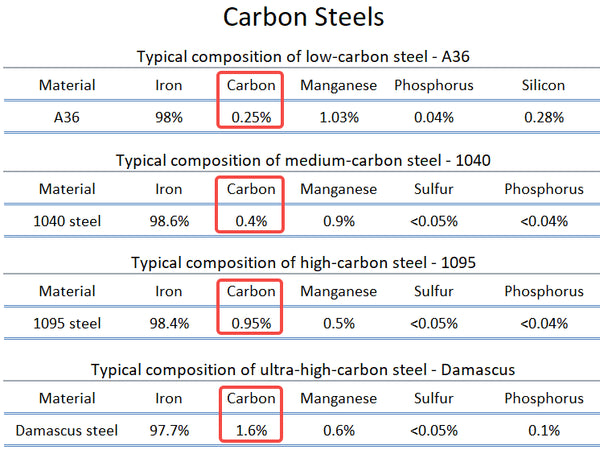
- Low-carbon steel (less than 0.30% carbon)
- Medium carbon steel (0.30%-0.60% carbon)
- High carbon steel (0.60%-2% carbon)
Source: https://www.nuclear-power.com/nuclear-engineering/metals-what-are-metals/steels-properties-of-steels/
Low-carbon steel is characterized by a low ratio of carbon to iron. It contains minimal amounts of carbon, typically less than 0.30%, and it is known as mild steel. The low amounts of carbon increase the ductility of the metal and make it cheaper to produce, which makes this type one of the most widely used. As a beginner or DIY and hobby welder, you are likely to deal with low-carbon steel or mild steel, and these are easiest to weld.

Medium carbon steel typically contains 0.30%-0.60% carbon, which balances the ductility and formability of low-carbon steel and the strength and hardness of high-carbon steel. With added chromium, nickel, and molybdenum, this type of steel is useful when creating items such as studs and gears that will encounter a lot of wear and tear. Due to higher carbon content, medium carbon steels are somewhat more challenging to weld.
High carbon steel contains a carbon content ranging between 0.60% – 2%, which makes it highly corrosion-resistant, hard, and resistant to wear and tear. High carbon steels are often referred to as tool steel since it is widely used to make cutting tools, punches, dies, injection molding tools, ball and roller bearings for engines, and more. However, the higher carbon content also makes these steels more brittle and less ductile, causing cracking in the weld joint.

Source: https://www.gardencityironandmetal.com/blog/whats-the-deal-with-high-carbon-steel/
Why Is Welding Carbon Steel Challenging?
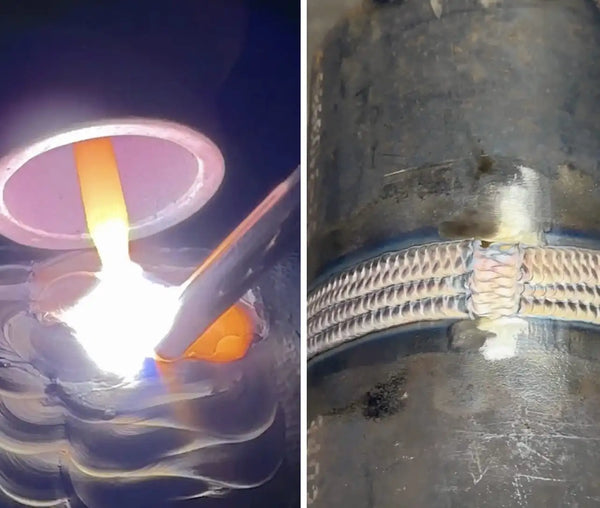
When welding carbon steel, the heat from the welding process affects the surrounding material, creating what's known as the heat-affected zone (HAZ). Due to higher carbon equivalent, this zone can experience changes in microstructure when welded, leading to potential weaknesses or alterations in properties.
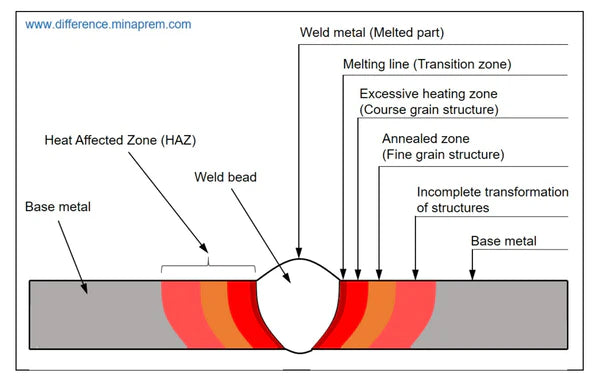
Source: http://www.difference.minaprem.com/joining/difference-between-weld-metal-and-heat-affected-zone-haz/
Firstly, high carbon content can lead to increased susceptibility to weld cracking. The carbon content in the metal can cause brittleness, leading to cracking during the cooling process. Rapid cooling during the welding process can result in martensite formation, a very hard but brittle microstructure in the weld area.
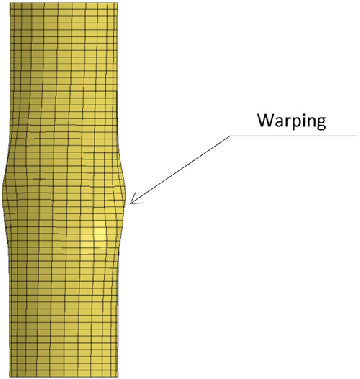
The huge carbon content in the metal is also the leading cause of warping. Warping is the deformation of the metal during the cooling process, and it can happen because of the high carbon content in the metal. Traditionally, weld discoloration has emerged as an esthetic issue in carbon steel welding. However, it can also indicate other problems, such as a lack of fusion, porosity, and more.
Therefore, welding carbon steel can be a daunting task, especially once the carbon content is high. However, there are certain precautions and procedures that can help you avoid cracking and other issues when welding carbon steel, so let's check them out.
Welding Mild Steel (Low Carbon steel)
As noted, low-carbon steels contain up to 0.30% carbon, which makes them highly ductile and easy to weld. As a result, you don't need heat treatment before or after the welding, and you can weld mild steel with one of the four most popular methods, such as Gas metal arc welding (MIG), TIG, Stick, or Flux Core.
MIG welding mild steel is a common choice for beginners, as you need little to no prior experience to do it. You can choose matching filler metal according to the composition of the weld metal, and there is no pre or post-weld heat treatment required. Stick welding low-carbon steels is often preferred for quick on-field and outdoor repairs, and like with MIG, there are no specific precautions. You can use Flux core welding as a wire welding alternative for SMAW.

TIG welding is often preferred when welding exotic or non-ferrous metals since it offers excellent heat control and provides high-quality welds. Still, you can use it to weld mild steel or any similar welding project with thinner material, but it requires more skill and experience.
Welding Medium/High Carbon Steel
Things get tricky once the carbon is over 0.30% in the steel. The carbon reduces ductility and increases the strength so that the welds can become highly brittle and susceptible to cracking. As a result, welding high-carbon steel can be challenging and requires specific welding procedures. To successfully weld steel with medium to high carbon equivalency, you will need the right filler metal, heat input, and heat treatment.
Filler Metal For High Carbon Steels
Medium/high carbon steels are exceptionally hard, and their tensile strength can reach 35900 – 484000 psi. When welding such a high-strength steel material, there are two ways of thinking in selecting the welding consumables. You can either choose a filler that matches the strength of the base metal or consider a cracking issue and choose a lower-strength filler metal.
However, of these two, it is more important to pay attention to the cracking risks of the welding joint. The harder the joint is, the bigger the chance that it will crack, so you will want to select the lower-strength filler metals when possible. As the joint has higher crack resistance, it is considered stronger, even if its overall strength is lower than two separate plates.
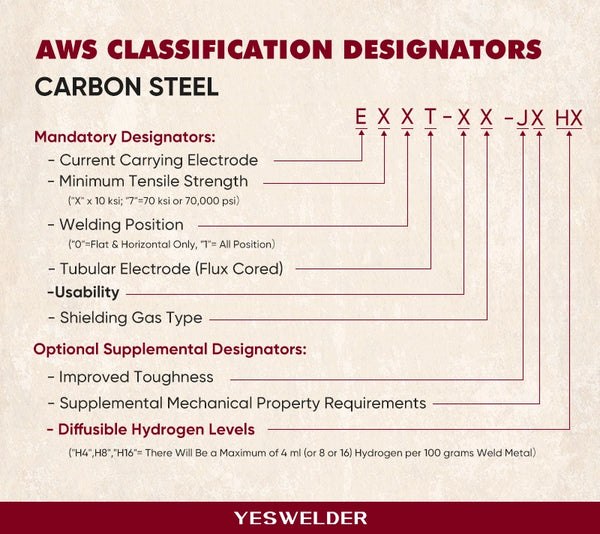
Additionally, when selecting filler for steel with higher carbon quantities, you should avoid using electrodes with excessive hydrogen content. Diffusable hydrogen can cause cold cracking, so low-hydrogen electrodes are typically the best choice. These electrodes come with a designator of H2, H4, H8, or H16.
In specific cases, 309−type austenitic stainless steel welding consumables are recommended when welding high-carbon steels. Once again, the reason is low diffusable hydrogen content, which can cause cracking. The absence of hydrogen in this filler contributes to crack resistance together with the stable structure of the weld metal.

Heat Treatment
Medium and high carbon steels require a specific pre and post-weld heat treatment to avoid cracking. Welding carbon steel in a room-temperature environment will cause rapid cooling, which leads to hardening and eventually cracking, so you will need pre- and post-heating processes. These processes are also known as the stress relief annealing process. This is the precise heat treatment in which carbon steel is heated to a particular temperature and cooled down slowly to make it ductile and malleable, increasing the overall weldability.
Preheating the carbon steel before welding will promote slow cooling, remove moisture and hydrogen, and reduce the thermal stress into pieces. The preheat temperature will vary on the thickness and grade of the steel, and it is typically 300°F to 500°F. A high level of accuracy generally is not required for preheating carbon steels, but you don't want to go over 100°F.
Post Heating Treatments
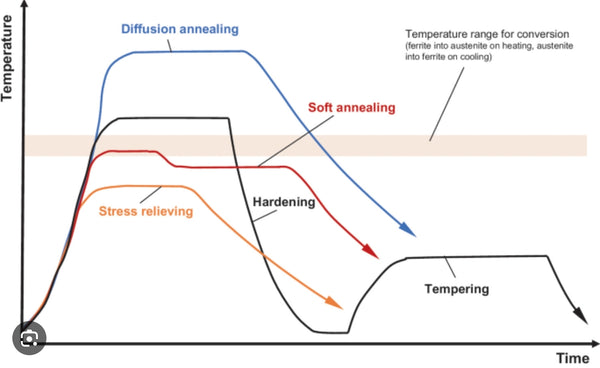
Post-heating processes are much more critical when welding medium and high-carbon steels. With the post-heat treatment right after welding, you will prolong the cooling rate, which increases the cracking resistance and decreases the hardness of HAZ. Carbon steel pieces can be post-heated through full annealing and soft annealing.
- Full annealing includes slowly heating carbon steel to a holding temperature, which is 50 C (122 F) above the austenitic temperature (between 750-900 °C / 1320-1652 °F). After that, the pieces are cooled down slowly to the ambient temperature. The recommended cooling rate is 20 °C (68 °F) per hour. Once the parts reach 50 °C (122 °F), they can further be cooled to room temperature using air with natural draft.
- Soft annealing is often used with high-carbon steels that require slower cooling rates. This process can last 12 to 48 hours. After welding, pieces are heated to the temperature of 800 °C (1472 °F). The metal is held at this temperature for 2-4 hours so that the structure fully converts into austenite. Next, the temperature is quickly brought down to 790 C (1454 °F), and further cooling is controlled at a steady rate of 10 °C (50 °F) per hour until the temperature reaches 690 °C (1274 °F). The metal is then cooled to room temperature.
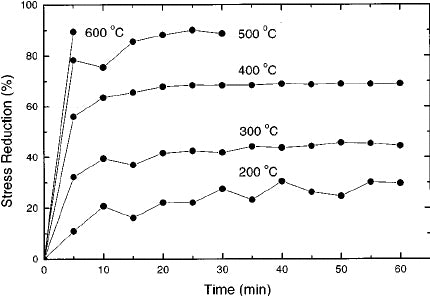
- Welding carbon steel can also cause stress on the pieces, so that you can opt for stress-relief annealing. Welded components are heated up to the temperature of 600 to 650 C (1112 to 1202 F) and kept in this condition for an hour or more. Next, they are allowed to cool in the furnace till the temperature drops to 426 °C (800 °F), then cooled to ambient temperature slowly in the still air.
Welding Methods For Carbon Steel Welding
You can successfully weld carbon steel by using MIG welding, TIG welding, or Stick welding. Among these, MIG (Metal Inert Gas Welding) is a typical go-to choice since it is considered a low-hydrogen method that provides enough versatility. When MIG welding high carbon steels, make sure you reduce the heat and use a smaller wire diameter. High amperage can cause hot cracks in the weld joint, so avoid using too much heat.
Stick welding high-carbon steels is often preferred when welding thicker pieces. When using stick welding, make sure you opt for low-hydrogen electrodes. Hydrogen will cause cold cracking or delayed cracking, and even though post-heating will reduce the levels, try to avoid fillers with hydrogen.
TIG welding carbon steel is often preferred on thinner pieces, where you want to avoid high heat that can cause brittleness and cracking. The key to successful welding is undermatching the filler metal, which means using a filler rod that is one or two grades lower than the base metal. When TIG welding fundamental projects, make sure you follow the American Welding Society welding procedure specifications.

Key Takeaways On Carbon Steel Welding
- Welding low carbon steels (mild steel) is typically done at room temperature, without preheating or specific precautions.
- As the carbon content increases, you will need to preheat and postheat the pieces to avoid cracking.
- Preheating the carbon steel to 300-500 F before welding will promote slow cooling, remove moisture and hydrogen, and reduce the thermal stress into pieces.
- Post-heating the pieces after the welding will prevent martensite formation, a very hard but brittle microstructure in the weld area.
- Post-heating carbon steel can be done by full annealing, soft annealing, or stress-relief annealing. The key is to heat the pieces to create an austenite microstructure, which is malleable and ductile, and then let the parts cool slowly to avoid residual stresses and cracking.
- Undermatch the filler metal. High-strength fillers will create strong welds that are prone to cracking.
- Use low hydrogen rods. High hydrogen content will cause cold cracking or delayed cracking. After the use, you must store low hydrogen rods in the rod oven.
- Avoid using too much heat. High amperages can cause thermal stress, causing cracks and other defects.
🧐How To Weld Carbon Steel- FAQ
1. How to weld mild steel(low carbon steel)?
MIG welding mild steel is a common choice for beginners, as you need little to no prior experience to do it. You can choose matching filler metal according to the composition of the weld metal, and there is no pre or post-weld heat treatment required. Stick welding low-carbon steels is often preferred for quick on-field and outdoor repairs, and like with MIG, there are no specific precautions. You can use Flux core welding as a wire welding alternative for SMAW.
TIG welding is often preferred when welding exotic or non-ferrous metals since it offers excellent heat control and provides high-quality welds. Still, you can use it to weld mild steel or any similar welding project with thinner material, but it requires more skill and experience.
2. What kind of filler metal for high carbon steels?
When welding medium/high carbon steels with tensile strength ranging from 35,900 to 484,000 psi, the key consideration is minimizing cracking risks in the joint. While matching filler strength to the base metal is an option, prioritizing lower-strength filler metals enhances crack resistance, crucial for harder joints prone to cracking. For steels with higher carbon content, it's essential to avoid electrodes with excessive hydrogen to prevent cold cracking; opt for low-hydrogen electrodes labeled H2, H4, H8, or H16.
👏 You may be interested in the following:


Leave a comment