 Skip to content
Skip to content



Stick Welding Rod Sizes Explained
Navigating the world of welding rods can be challenging for beginners, and understanding their sizes is crucial for achieving optimal results in stick welding. In this article, we break down the significance of welding rod dimensions, exploring how diameter, length, and classification impact performance.
Stick welding can be an easy welding process when you know your tools and, most importantly, your rod. So, whether you're a seasoned welder looking to enhance your skills or a novice eager to grasp the fundamentals, this guide will help you make informed choices and master the art of choosing the correct welding rod sizes.

Stick Welding with 6010 Rods
Photo by @datboimiggz (TikTok)
What Are The Welding Rods?
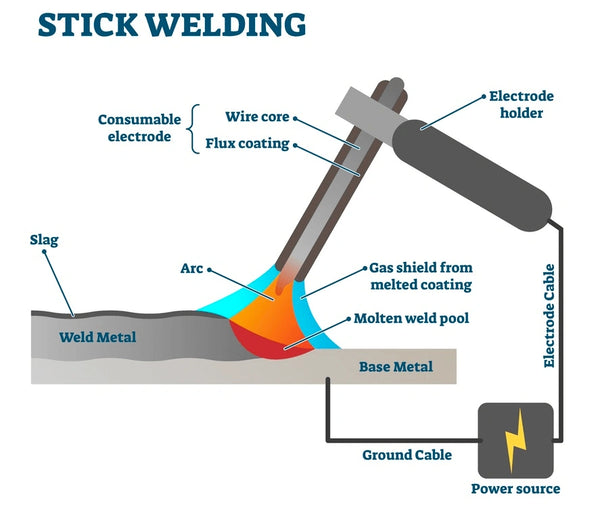
A welding rod is a common term that welders use to denote a stick welding electrode. Stick welding electrodes are consumable electrodes used to join metals. Rods carry the current to the base metal, and due to the heat, they melt and fuse the pieces. The rod has a core wire that is made of metal and a protective layer.
Unlike MIG or TIG welding wires and rods, stick welding electrodes contain a flux coating, and that's why they are often called self-shielded electrodes. As it melts, the flux creates a layer of slag that protects the molten metal from atmospheric contamination, stabilizes the arc, and removes impurities.
Welding rods play a crucial role in determining the quality, strength, and characteristics of the weld, making it essential for welders to choose the right type and size of welding rod based on the welding process and the materials being joined.
How Do Welding Rods Differ?
If you browse the welding rod market, you can notice a wide variety of welding rods. They can differ in terms of composition, welding rod diameter, coating, welding position, and applications.
Different welding rods are designed for specific materials, such as mild steel, stainless steel, aluminum, or cast iron. Choosing an electrode type similar to the base metal is crucial for strong and durable welds.
The coating of a welding rod can have different composition and size. That's why we have heavy-coated rods with thicker coating and light-coated electrodes for more delicate work. Rutile rods are suitable for home welding projects and repairs, while low-hydrogen rods perform well in extreme conditions.
Welding rods come in various diameters, and the choice mainly depends on the material thickness. Thicker electrodes are suitable for heavier work, while thinner ones are used for lighter materials. Additionally, size can vary depending on welding position and joint geometry.
The composition, flux, tensile strength, welding position, and polarity can depend from rod to rod, and that's why AWS made a classification to make the choice easier. However, the welding rod diameter will vary regardless of the classification, and we'll pay more attention to sizes.

Welding Rod Sizes Explained
Stick welding rod sizes vary from 1/16 inch, or 1.4 mm, up to 1/4" or 6.4 mm and over. The thicker the rod is, the more suitable it is for thicker metal, but it will require a higher amperage. Meanwhile, the smaller the rod is, it will be ideal for lower metal thickness and require less amperage.
However, remarkably thinner or thicker rods such as 1/4 or 1/16" can be really hard to use and manipulate, so they are used only in specific applications. As a beginner, you are likely to use 3/32" (2.4 mm), 1/8" (3.2 mm) and 5/32" (4.0 mm) welding rod sizes.
These are the most popular welding rods for everyday users since they can cover a material thickness up to 1/4 inch, and they require up to 200 amps of power, which is the base metal thickness and amperage range you are likely to use as a home-used DIY lover or welding enthusiast.
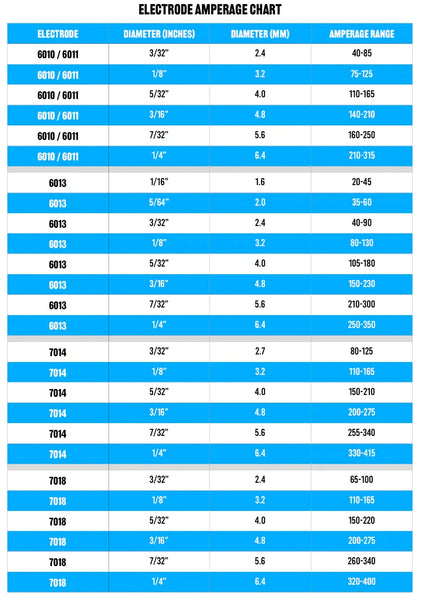
Stick Welding Electrode Amperage Chart for Various Rod Diameters
https://bakersgas.com/pages/electrode-amperage-chart
How Is Welding Rod Diameter Measured?
As we noted, the stick electrode is composed of core wire and flux coating. The welding rod size is determined only by measuring a core wire diameter since the thickness of the flux varies. So, if you have an electrode and don't know its size, measure the diameter of the piece you are clamping with the electrode holder.
We also noted that electrodes can be light or heavy-coated. However, the thickness of the flux does not affect the electrode size. For example, 1/8" inch 7018 and 7024 will have the same wire diameter but a different total outer diameter due to differences in flux thickness. Even though the total diameter of these two is different, they are still considered 1/8" electrodes.
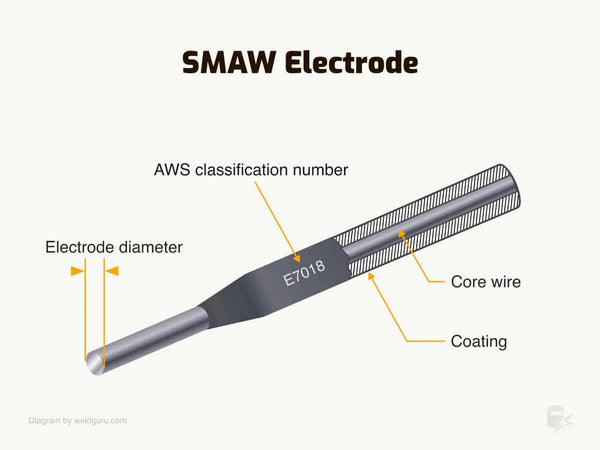
The welding rod diameter is determined by measuring a core wire.
Source: https://weldguru.com/welding-rod-sizes/
Challenges Of Welding With Small-Diameter Rods
Small-diameter welding rods can be specifically tricky to use, and SMAW is not known for its performance on sheet metal or thinner metals. As a result, welding with a 1/16 or 5/56" rod diameter can be exceptionally hard.
First of all, rods for very thin metals require low amperage, such as 20-50 amps, and most stick welders can have a hard time starting and maintaining a stable arc at these amperages. Even if you start it successfully, the arc can easily extinguish mid-operation, causing the electrode to stick. Increasing the amperage will solve these issues, but it can burn through the sheet metal you are welding.
Additionally, small-diameter electrodes can bend or vibrate during the welding. Even though smaller diameter rods are shorter (typically less than 18 inches, or 200-350 mm), they can shake or bend, making manipulation highly challenging.

Challenges Of Welding With Large-Diameter Rods
The challenges are also present when welding with rods thicker than 5/32". As noted, the larger size electrodes require high amperage, which can create a series of unwanted conditions.
First, these electrodes will require more than 200-250 amps to start and maintain the arc, which is rarely found in hobbyist welding machines. Home welders, such as YesWelder Arc 205, provide up to 205 amps of power, and with extremely thick materials and electrodes, you will often need more than 250 or even 300 amps.

YesWelder Stick Welding Machine ARC Welder 205A
The following issues occur even if you get a power supply capable of producing high amperage. Large-diameter rods produce a large weld puddle that can be hard to maintain and control for beginners. Additionally, high amps mean a lot more heat, radiation, sparks, and spatter, so welding with thick rods can also be more hazardous.
That's why many welders opt to bevel the pieces and use a multi-pass approach when welding thick materials. By beveling the pieces, you can fill larger gaps with smaller-diameter electrodes and multiple passes without having to apply too much heat or control the puddle of large electrodes.
How To Choose A Correct Welding Rod Size
You'll need to consider several factors when choosing the right welding rod size for your welding projects. Choosing the correct welding rod sizes will depend on the following:
- Base metal thickness
- Welding position
- Joint type
While the base metal thickness is a crucial factor in selecting the thickness of the rod, you should consider the welding positions and joint configuration. Welding in an uncomfortable position or specific joints will require some tweaks and modifications, so let's see how to be prepared for your work.

Thickness Of The Metal And Electrode size
As a rule of thumb, you will always want to select a one-size smaller rod than the base metal. You can even use the same wire diameter when welding thinner materials, but there are no valid reasons to use larger-diameter rods.
For example, if the base metal thickness is 1/8″, use a 3/32″ rod. This works well on thicknesses up to 3/16” and for standard welds like a one-side single-pass butt weld. Anything up to 1/4″ is best welded with a 1/8″ (3.2 mm) electrode, and thicker metal would use 5/32″ (4.0 mm).
Once the thickness of the material goes over 1/4", things get tricky. Even though there are larger diameter electrodes, using them will require significant amperage, with a risk of high heat, sparks, and spatter. Welders, in that case, bevel the pieces with a root opening and use small diameter rods.
|
Rod Size |
Amperage Range |
Plate Thickness |
|
1/16” 5/64” |
20-45 (35-60) |
Up to 1/8" |
|
3/32” |
40-125 |
Up to 3/16” |
|
1/8" |
75-190 |
1/8" up to 1/4" |
|
5/32” |
105-250 |
1/4" up to 1/2" |
|
3/16” |
140-275 |
Over 3/8" |
How Welding Positions Affect Electrode Size Choice
Welding in comfortable positions, such as flat position or horizontal fillet weld, is typically done at the recommended amperage range and electrode size and without too many troubles. When you weld in a flat position, gravity pulls down the weld puddle and helps it fill the joint and solidify. As a result, you can use larger-diameter rods and more heat without the risk of underfill or lack of fusion.
However, things get tricky once you are fighting the gravity of vertical or overhead positions. Using a larger diameter rod will create a larger weld puddle, which can drip and escape the weld joint. As the liquid metal is pulled down and away from the joint, you will need to use a smaller rod and less heat.
Smaller rods require less heat, so they will produce smaller puddle that is easier to control, and they will solidify faster. So when welding in an overhead, vertical up position, or vertical down position, use a smaller diameter rod.
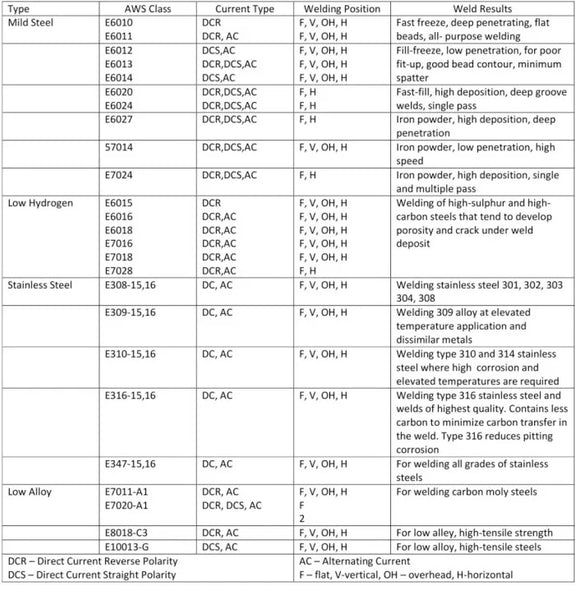 Welding Rods Chart with Welding Positions
Welding Rods Chart with Welding Positions
Welding Joint And Electrode Size
Flat and horizontal butt welds are one of the most common welding joint configurations you'll encounter as a beginner, and they are the easiest to perform. That's why, in this joint configuration, you can use the recommended amperage range and electrode.
However, there are slight variations when welding different configurations. For example, a fillet joint will need around 10% more welding rod amperage than a butt joint to ensure proper penetration and fusion. Meanwhile, an outside corner joint will need 15% less power than a butt joint.
What Happens If You Choose Too Small Rod?
Choosing one size smaller rod is a good practice for most metals and medium thicknesses you are about to deal with as a hobbyist or when welding in overhead or vertical positions. However, you don't want to go less than half of the base metal thickness.
Choosing a too small rod will create a series of issues, such as lack of heat, insufficient penetration, or underfill in the welded joint. Knowing that smaller-diameter rods require less amperage, applying low heat into the welded joint can create weld defects related to lack of heat, such as lack of penetration or underfill. The small puddle won't fill the joint correctly, and fast-freezing properties will make it solidify without properly penetrating the pieces and fusing.
In addition, we already mentioned how challenging small-diameter rods can be. You can find it hard to manipulate or maintain the arc, so try to choose the recommended rod diameter for the given metal thickness, joint configuration, and welding positions.

What Happens If You Choose Too Big Rod?
Even though you can choose the same diameter rod as your base metal in specific applications, choosing rods that are too big will yield volatile results. Thick rods require more heat, which can be unsuitable in most of your hobbyist applications.
First of all, large rods produce more heat and a wider weld bead. High heat can burn through the pieces, creating holes in the weld. On thinner pieces, lots of heat and a broad heat-affected zone can create distortion and warping.
The large molten pool can get out of control quickly, so you'll encounter defects such as overfill, poor tie-in, convex welds, and more. Quite the opposite of burn-through, large electrodes can also create a lack of penetration since the tip of the electrode cannot reach the root of the joint.

Stick Vs. TIG Welding Rods
Even though the term welding rod is primarily used to denote stick welding electrodes, some welders use the welding rod to refer to TIG filler metal. Even though the terms are similar, these are two different types of consumables.
The primary difference between stick and tig rods is the fact TIG filler metal is bare wire (doesn't have the protective coating), which means it requires external shielding. In addition, the TIG rod is only a filler metal that does not carry a current like a stick electrode. TIG rod melts due to the heat of an arc supplied by a non-consumable tungsten electrode, while stick rods are electrode and filler simultaneously. You can even TIG welding without a rod when fusing two thin metal pieces with a small or no gap between them.
On the other hand, Stick and TIG rods have similar diameters (1/16 to 1/4 inch), composition (mild steel, stainless steel, aluminum), or classification. However, due to various differences, TIG and Stick rods shouldn't be mixed.

Final Thoughts
Stick welding rods come in various compositions, coatings, positions, and sizes. While each property is essential in achieving a solid and everlasting weld, choosing the right welding rod sizes is crucial in ensuring proper fusion and penetration.
Larger and smaller diameter rods can be challenging to manipulate and use while choosing too large or too small rod can create various defects. That's why it is essential to understand the rod diameter sizes and how they affect the puddle in multiple applications, and the purpose of our article was precisely that.
🧐Stick Welding Rod Sizes Explained FAQ
1. How to choose the correct welding rod size?
When choosing the right welding rod size for your welding projects, you'll need to consider several factors:
- Base metal thickness
- Welding position
- Joint type
While base metal thickness is a crucial factor in selecting the thickness of the rod, you should consider the welding positions and joint configuration.
2. What happens if you choose too small rod?
Choosing a welding rod size slightly smaller than usual is recommended for hobbyists or when welding overhead or vertically, but it shouldn't be less than half the base metal thickness. Using a rod that's too small can cause issues like insufficient heat, penetration, and underfill in the joint.
Smaller rods require less amperage, which may result in weld defects due to inadequate heat. Additionally, smaller rods can be challenging to manipulate and maintain the arc, so it's essential to choose the appropriate size based on metal thickness, joint type, and welding position.
👏 You may be interested in the following:
2 comments


Thank you for sharing your thoughts! I hope this blog provides you more insights on welding. :)
The blog post explains the significance of welding rod sizes, detailing how diameter, length, and classification impact performance in stick welding. It covers the challenges of using both small and large-diameter rods and provides guidance on choosing the correct rod size based on factors like base metal thickness,
[7018 welding rod settings](http://mywelders.com/?s=+7018+welding+rod+settings) , welding position, and joint type. The article also contrasts stick welding rods with TIG rods. No new updates or news were added to the blog at the time of reading.
Leave a comment