 Skip to content
Skip to content



Polarity In Welding Explained
In the complex world of welding, understanding the concept of polarity is paramount to achieving optimal results. Polarity plays a pivotal role in welding, influencing arc stability, heat distribution, and overall weld quality.
In this article, we will focus on basic electricity and polarity in welding, exploring the significance of two primary current types - AC and DC and two polarity types: Direct Current Electrode Negative (DCEN) and Direct Current Electrode Positive (DCEP).
By understanding the fundamentals of polarity, you can enhance your comprehension of the welding arc dynamics, make informed choices in electrode selection, and ultimately elevate the precision and efficiency of your welding endeavors.

Basic Electricity In Welding Explained
Before we delve into the polarity in welding, we'll first talk about the basic electricity in welding. Electric arc welding processes use electricity to form an arc. A power source or power supply, also known as a welder, utilizes an input power to create a welding current. The welding current depends on amperage, which measures the volume of electrons flowing through an electrical current, while the voltage measures the carrying force of the electrical current.
In the electrical circuit, you will have a positive and a negative side of the circuit. On your welder, there are two outlets marked with + and -or with blue and red colors. You plug your torch into one outlet and ground cable or earth clamp into another. Once you touch the grounded pieces with your electrode, you close the circuit and establish the current.

The flow of electric current occurs because we have a high potential of electrons gathered at the positive terminal and a low potential of electrons at the negative terminal. That's why electrons always flow from negative to positive polarity.
AC and DC Current In Welding
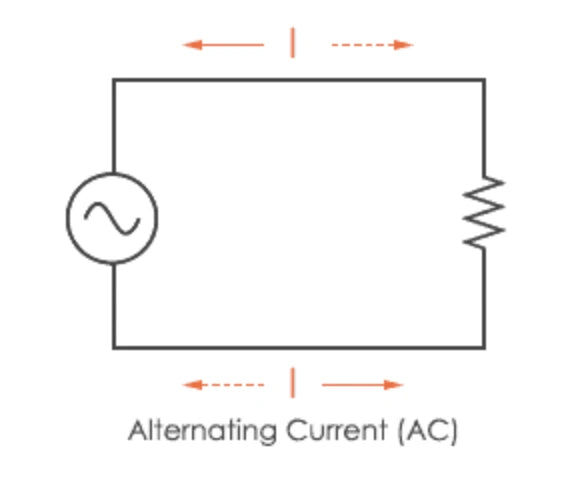
The established welding current can be either direct (DC) or alternating (AC), so you'll often see AC, DC, or AC/DC welding machines on the market. The current flowing in power lines and average household electricity from a wall outlet is Alternating Current (AC). The standard current used in the U.S. is 60 cycles per second (frequency of 60 Hz).

AC Current vs DC Current in Welding
Source:https://weldgears.com/
It's up to the welder to transform it into a DC or keep it to AC polarity but modify the frequency and balance. Each type of current shows different welding results, so there are differences between DC welding and AC welding.
DC Welding
DC flows in one direction, which results in constant polarity. This current can be positive or negative, but the magnetic field and current of the arc are continuous, so the machine produces a highly stable arc. This makes DC welding widely used in various processes such as Stick, TIG, or MIG. It can be used to weld both thick plates and thinner materials, but the applications are limited to steel and stainless steel welding.
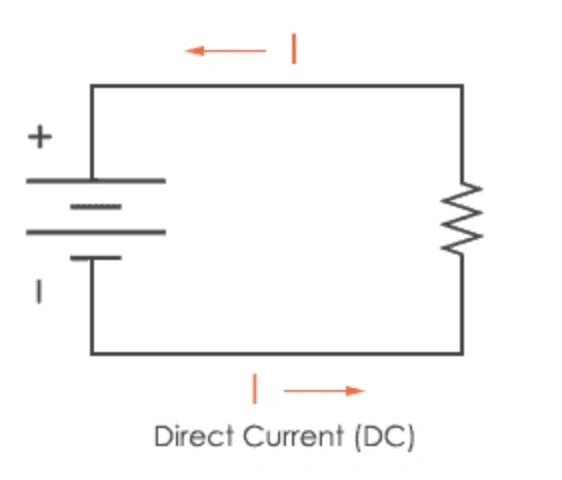
Direct Current (DC) Flows
Source: https://www.codrey.com/dc-circuits/alternating-current-ac-and-direct-current-dc/
While the DC welding process is advantageous in many applications as it provides constant and stable results, it has several drawbacks. Firstly, it is unsuitable for non-ferrous metals or any metal with an oxide layer. DC lacks a cleaning action, so it cannot burn through the surface layer or contaminants. Additionally, DC can create an issue known as arc blow. In this defect, the arc does not follow the shortest path between the electrode and the workpiece, so that you can get inconsistent results. This is solvable by switching to AC welding.

Metals For DC Welding
AC Welding
In AC welding, the welding current alternates from the positive polarity to the negative polarity. The current reverses its direction many times per second at the rate known as frequency. For example, a rate of 60 Hz means a current switches polarity 120 times per second.
AC welding is widely used to weld materials that are magnetized. Since its current polarity alternates, it creates a steady arc resistant to magnetic arc blow. In addition, once the current jumps to the positive polarity, it establishes a cleaning action that helps remove oxide from the metal surface. That makes it a highly suitable current in welding aluminum and other non-ferrous metals.
However, alternating current does not perform well when Stick welding steel. The alternation can extinguish the arc and make it hard to control. Additionally, the AC welding process can create more spatter and impact the quality of the finished weld.
Therefore, choosing AC polarity or DC will depend on the specific applications and metals you are about to weld.

DC Polarity Explained
When we talked about DC welding, we said that the current can be either positive or negative. Whether your current polarity is positive or negative will depend on the polarity of your electrode and ground, or simply put, the outlet you plugged your torch or electrode holder and earth clamp.
Depending on the polarity of the electrode and ground, you can get straight polarity or reverse polarity, and each will affect the arc characteristics and penetration differently. So, let's explain the DC polarity in welding.

DC Polarity (Straight&Reverse)
Source: https://www.youtube.com/watch?v=VrBJ5WOzXkY
Direct Current Reverse Polarity (Direct Current Electrode Positive or DCEP)
In the direct current electrode positive polarity (DCEP or DC reverse polarity), your electrode is plugged into a positive terminal, and your ground is plugged into the negative terminal. As the electrons flow from the negative to the positive side of the cycle, nearly 2/3 of the arc heat is concentrated into the electrode tip, while the rest is focused on the base metal.
Since most of the heat is concentrated into the electrode, DCEP or reverse polarity produces higher deposition rates of molten metal. However, high heat can cause shorter electrode life. Due to high heat, tiny particles of a non-consumable electrode can get trapped in the weld joint, compromising its integrity.

However, reversed polarity creates cleaning action, which is suitable when welding metals with an oxide layer. Burning through the oxide layer and contamination makes welding faster. It’s also commonly chosen for joining metals like copper, which has a low melting point.
Less heat in the base plate also means less heat in the heat-affected zone, which is suitable for thinner materials and once there is a risk of weld distortion. However, a lack of heat in thicker pieces can create incomplete fusion.
Direct Current Straight Polarity (Direct Current Electrode Negative or DCEN)
In the DC straight polarity, or direct current electrode negative polarity, the electrode is connected to the negative terminal, while the ground is connected to the positive polarity. As the electrons flow from the negative to the positive side of the cycle, 2/3 of the heat is focused on the plate, while 1/3 of the heat is focused on the electrode tip. The electrons liberate from the electrode tip and strike the base metal surface.

Higher heat focused into the weld pool also means a broader heat-affected zone and a higher penetration, but only in specific cases, which we will explain later. Since there is less heat in the electrode, the deposition rates are lower, and there is little to no oxide-cleaning action, which makes this polarity less suitable for non-ferrous metals. Traditionally, DCEN is used to weld thick plates where more heat is required, and there is less risk of burn-through or distortion.
DCEN Vs. DCEP Comparison
|
DCEN |
DCEP |
|
The electrode connected to the negative side of the terminal, ground to the positive |
The electrode connected to the positive side of the terminal, the ground to the negative |
|
Electrons flow from the electrode into the plate |
Electrons flow from the plate into the electrode tip |
|
2/3 of the heat is concentrated into the base metal, 1/3 of the heat into the electrode |
2/3 of the heat concentrated onto the electrode, 1/3 of the heat focused into the plate |
|
More heat into the base metal produces higher penetration |
Less heat in the plate can create a lack of fusion |
|
Less heat into the electrode makes less deposition |
More heat into the electrode creates higher depositions |
|
Poor cleaning action can create defects |
Good cleaning action removes contaminants, and the oxide layer |
|
Suitable when welding thicker pieces |
Better for thin sheets |
|
Suitable for materials with high melting temperature |
Ideal for materials with low melting temperature |
*Note that this table compares the polarity effect on the electrode in TIG welding, which is highly affected by the polarity, but the results are different in Stick welding, MIG, or Flux Core.

How To Choose The Right Polarity In Welding
Now that you understand the essential differences between AC, DCEP, and DCEN, it is time to dive deeper into the subject. A consumable electrode with and without coating will react differently on the selected polarity, which can make choosing the correct polarity in welding a bit tricky.
Wrong polarity will create an inconsistent arc, lack of penetration, and poor filler distribution. So it is essential to know the differences in the different welding processes.

Difference in penetrations and bead appearance with each polarity.
Source: https://weldguru.com/polarity-in-welding/
TIG Welding Polarity
We noted that heat partitioning is different when using coated electrodes like in Stick or Flux core welding and bare wire like in TIG. The actual effect of polarity is observed in GTAW (TIG welding), where there is no coating. In TIG welding, DCEN will truly focus 2/3 of the heat into the welded plate, while only 1/3 will be focused on the electrode.
As a result, 90% of TIG welding is carried out at DCEN polarity. In TIG, DCEN will produce a stable arc and enough heat to provide proper penetration and fusion of two pieces. Meanwhile, DCEP will create higher stress in a non-consumable tungsten electrode, so it is typically used when the cleaning action is needed. However, TIG welding with DCEP will require larger diameter tungsten and water cooling to prevent damage and contamination.

Source: https://www.weldclass.com.au/
Since any TIG welding machine today provides heat control options such as high-frequency and AC current for aluminum, DCEP in TIG welding is rarely used. Most of the TIG is DCEN, aluminum, non-ferrous metals are AC, and only specific cases are DCEP.
Polarity In MIG Welding
When it comes to MIG welding, the effects of a polarity are different compared to TIG. The heat of the DCEP polarity will intensively melt the wire to promote the spray transfer, which is desired in MIG. The focused heat is again transferred to the weld pool through the molten droplets of the sprayed wire. Therefore, there is a balance between the deposition and heat forced into the welding joint.
As a result, most of the MIG (Gas Metal Arc Welding) is carried out at DCEP polarity. Conversely, DCEN in MIG welding is only suitable for globular transfer, which does not necessarily result in an acceptable weld. Lack of spraying action of straight polarity in MIG will result in highly inconsistent arc and deposition, which makes DCEN or AC in MIG welding rarely used.

DCEP for MIG Welding
Source: https://www.kingsofwelding.com/
Shielded Metal Arc Welding Polarity
The heat distribution between the welding electrode and the workpiece in Stick or SMAW welding differs from GTAW (TIG) and is not as strongly controlled by the polarity. As a result, you can find electrodes that can work with AC, DCEP, and DCEN polarity. The more negligible influence of polarity on stick welding makes it one of the most electrically versatile, but each polarity still shows different results.
In Stick welding, DCEP results in greater penetration, and DCEN results in reduced penetration and reduced dilution of the weld metal with the substrate. That's why most of the Stick welding medium and thicker steel is carried out with DCEP polarity, while DCEN is used on thinner pieces when there is a risk of burn-through or distortion. In pipe welding, DCEN is used on a root pass and surfacing where you don't need too high penetration, while DCEP is used on fill passes that require proper penetration and fusion.

DCEN vs DCEP
AC current in Stick welding is limited to applications where arc blow occurs. Since the alternating current polarity switches the positive to negative sides of the cycle, it can resist a magnetic arc blow. However, it can extinguish the arc as it alternates, which makes it used only in specific applications.

AC vs DCEN vs DCEP Stick Welding Effect Comparison
Source: https://www.facebook.com/watch/?v=360240862768899
Polarity In Flux Core Welding
Flux-cored arc welding (FCAW) is carried out at DCEN polarity due to the physics of attraction and repulsion. As the electrons flow from the melted wire, they repel the ionized oxygen and nitrogen from the wire and attract these negative ions to the weld puddle.

DCEN for Flux Core Welding
Source: https://www.kingsofwelding.com/
That way, the wire is protected from oxidation, but the weld puddle is exposed. That's when the flux cover kicks in. As it melts, the flux creates a layer of slag that protects the molten pool from contamination.
Flux core welding at DCEP will result in the attraction of atmospheric contamination into the welding wire. Oxygen and nitrogen gobble up the outer steel wire before the flux inside has a chance to protect it, resulting in a highly inconsistent arc, poor deposition, and overall poor welding quality.

You should remember this if you own a MIG welder and want to do some flux-core welding repairs. Most MIG welders are, by default, set to DCEP, which is suitable for MIG welding, so before switching to self-shielded wire, you will also want to change the polarity.
Conclusion
AC, DCEP, and DCEN can all have different effects on heat distribution and arc stability, so understanding how each works is essential in choosing the right polarity for your applications. While the fundamentals are straightforward, straight polarity and reverse polarity can have different effects on MIG, TIG, Stick, and Flux core welding.
As a result, TIG welding is either DCEP or AC for aluminum and exotic metals, and MIG welding is almost exclusively reverse polarity (DCEP). On the other hand, Flux core is DCEN, while stick welding can employ AC, DCEP, and DCEN, but with different results. Our article illustrated the detailed differences and effects of how each affects the arc so that you can be well-informed for your next welding endeavor.
🧐Polarity in Welding Explained FAQ
1. What is the difference between DCEP and DCEN?
In the direct current electrode positive polarity (DCEP or DC reverse polarity) welding, with the electrode on the positive terminal, about 2/3 of the heat concentrates on the electrode, allowing for higher deposition rates. This polarity provides cleaning action, useful for oxide layers, but may compromise integrity due to trapped electrode particles. It suits thinner materials, reducing distortion risk, but in thicker pieces, there's a chance of incomplete fusion.
In DC straight polarity (DCEN), the electrode is connected to the negative terminal, focusing 2/3 of the heat on the plate and 1/3 on the electrode tip. This results in a broader heat-affected zone and higher penetration, suitable for welding thick plates with less risk of burn-through or distortion. However, DCEN has lower deposition rates and is less suitable for non-ferrous metals due to limited oxide-cleaning action.
In Stick welding, DCEP is preferred for greater penetration, suitable for medium and thicker steel, while DCEN is used on thinner pieces to minimize burn-through or distortion. In pipe welding, DCEN suits root passes and surfacing for lower penetration, while DCEP is employed on fill passes for proper penetration and fusion. AC current is limited in Stick welding, applied where arc blow occurs due to its ability to resist magnetic forces. However, its alternating nature can extinguish the arc, making it suitable only for specific applications.
👏 You may be interested in the following:


Leave a comment